



厂商 :郑州华菱超硬材料有限公司
河南 郑州市- 主营产品:
- cbn刀具
- 金刚石pcd刀具
- 立方氮化硼刀具
联系电话 :17537165258
商品详细描述
01 产品描述 

02 产品特点
-
 BN-S300属于整体式PCBN刀具,具有优良的抗冲击性能,刀片的精度高
BN-S300属于整体式PCBN刀具,具有优良的抗冲击性能,刀片的精度高
-
 因PCBN刀具本身的硬度高,所以在加工灰铸铁方面可以提高加工速度,提升加工效率,节约加工成本
因PCBN刀具本身的硬度高,所以在加工灰铸铁方面可以提高加工速度,提升加工效率,节约加工成本
-
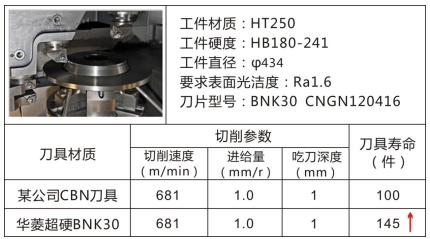
 BN-S300牌号属于整体聚晶CBN刀具,采用非金属(陶瓷)作为粘结剂,切削性能更加稳定,生产率显著提高,相较于涂层硬质合金刀具,线速度提高2倍以上,生产节拍提高至少50%,刀具寿命提高20倍,并优势代替山高刀具等国际一流品牌。
BN-S300牌号属于整体聚晶CBN刀具,采用非金属(陶瓷)作为粘结剂,切削性能更加稳定,生产率显著提高,相较于涂层硬质合金刀具,线速度提高2倍以上,生产节拍提高至少50%,刀具寿命提高20倍,并优势代替山高刀具等国际一流品牌。
03 产品用途
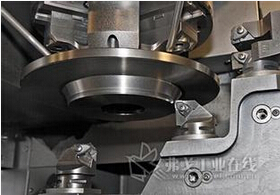
加工工件:刹车盘
加工工序:精加工
加工部位:端面(刹车面)
刀具牌号:BN-S300 SCGN090408
加工方式:双刀同时加工端面
切削参数:ap=0.25mm,Fr=0.2mm/r,Vc=800m/min
加工方式:干式切削
加工效果:华菱超硬PCBN刀具加工灰口铸铁刹车盘工件使用800m/min的切削速度,并且每个刃口的加工寿命是300件,是硬质合金刀片的20倍。
04 产品细节图




售后联系
联系电话:17537165258
公司地址:河南省郑州市高新区国家大学科技园研发5楼
相关产品推荐
-
 以车代磨加工淬火后工件专用pcbn刀具【淬火后精加工HRC60以上高硬度淬硬钢】
以车代磨加工淬火后工件专用pcbn刀具【淬火后精加工HRC60以上高硬度淬硬钢】
-
 针对淬火后工件加工的刀具【BN-H21可强断续切削加工淬硬钢的cbn刀具牌号】
针对淬火后工件加工的刀具【BN-H21可强断续切削加工淬硬钢的cbn刀具牌号】
-
 淬火后加工HRC45以上淬硬钢的cbn刀具【可代替合金刀片可加涂层提高刀具寿命】
淬火后加工HRC45以上淬硬钢的cbn刀具【可代替合金刀片可加涂层提高刀具寿命】
-
 淬火后加工环形槽的cbn槽刀【针对淬硬钢油槽加工的刀具,可定制非标槽刀】
淬火后加工环形槽的cbn槽刀【针对淬硬钢油槽加工的刀具,可定制非标槽刀】
-
 淬火后加工密封槽、切断用cbn刀具【可定制淬火后加工用非标槽刀、切断刀】
淬火后加工密封槽、切断用cbn刀具【可定制淬火后加工用非标槽刀、切断刀】
-
 【切削高硬度铸铁铸件的cbn刀具】 BN-K1牌号刀具可高效加工高硬度铸铁
【切削高硬度铸铁铸件的cbn刀具】 BN-K1牌号刀具可高效加工高硬度铸铁
-
 【切削加工高铬铸铁】可高效加工的cbn刀具 BN-K1牌号cbn刀具铣削高铬铸铁
【切削加工高铬铸铁】可高效加工的cbn刀具 BN-K1牌号cbn刀具铣削高铬铸铁
-
 车加工高硬度铸铁工件的cbn刀具 断续加工高硬度铸铁解决气孔夹砂加工难问题
车加工高硬度铸铁工件的cbn刀具 断续加工高硬度铸铁解决气孔夹砂加工难问题
-
 BN-K1牌号cbn刀具切削加工镍硬铸铁 可断续加工大余量切削镍硬铸铁不崩刃
BN-K1牌号cbn刀具切削加工镍硬铸铁 可断续加工大余量切削镍硬铸铁不崩刃
-
 【针对加工切削高合金铸铁工件的cbn刀具】华菱耐磨数控刀片,刀具
【针对加工切削高合金铸铁工件的cbn刀具】华菱耐磨数控刀片,刀具