



厂商 :郑州华菱超硬材料有限公司
河南 郑州市- 主营产品:
- cbn刀具
- 金刚石pcd刀具
- 立方氮化硼刀具
以车代磨加工淬火后工件专用pcbn刀具【淬火后精加工HRC60以上高硬度淬硬钢】
淬硬钢:一般都是高碳钢或高合金钢,因为其高碳、高合金性,经过热处理淬火后的钢铁表面硬度会大幅度提高,这种钢叫做淬硬钢,包含淬火模具钢,轴承钢,齿轮钢等,淬火之后的钢件是典型的难加工材料之一。
淬硬钢件的特点在于经过淬火+回火后具有较高的硬度,通会常采用磨削作为最后切削加工方式。但磨削效率低,成本高,污染严重,随着刀具行业的不断研究创新,最终华菱超硬研制出可高速硬车削的非金属粘合剂立方氮化硼刀片,为加工淬硬钢件提了更好的解决途径。对于加工这种淬硬钢现在也叫做硬车削,华菱超硬材料cbn刀具在硬车削方面具有以下几点优势。
1.成本降低:在生产效率相同的情况下,车床的投资只有磨床的1/3,而且占地面积小,辅助费用低。并且采用数控加工中心高速切削淬硬模具钢,可以在很大程度上代替电火花加工淬硬钢。
2.污染减轻:华菱超硬材料cbn刀具的主要切削方式以干式切削为主,节省了切削液的使用,减少了切削液的对环境的污染,更有利于切屑的回收,从而降低了生产成本。
3.高效率:由于华菱超硬立方氮化硼刀具具备高硬度,高耐磨性,良好的抗冲击性和抗断裂性能,使其金属切除率是磨削的3-4倍,而消耗的能量只是普通磨削加工的1/5。
4.实现高速切削:高速切削淬硬钢件时的切削热容易被加工的铁屑带走。减少切削热传递给工件,减少了磨削加工中易产生的表面烧伤和裂纹等现象。提高了淬硬钢件的表面质量和精度。
华菱超硬刀具加工淬火后工件的加工案例:
1.华菱BN-H10牌号刀具加工变速箱传动轴案例:


工件名称:传动轴
工件材料:20CrMo
工件硬度:62-65HRC
选用刀片:BN-H10 VNGA160408
切削参数:Vc=132m/min,ap=0.1mm,fr=0.15mm/r
表面质量:Ra1.6
冷却方式:湿切
加工效果对比:

从上图明显看出华菱cbn刀具比进口pcbn刀具的平均加工寿命高出45%
2.华菱BN-S20整体式cbn刀具加工高硬度高速钢轧辊案例

BN-S20牌号刀具加工高速钢轧辊在同等加工参数下华菱品牌刀具相比于某品牌cbn刀具的加工效率提高了47%,并且华菱cbn刀具的失效形式为正常磨损,而不是崩损,说明BN-S20牌号刀具的抗冲击性能以及耐磨性都要比其他品牌cbn刀具好的多。
3.BN-H10 C25涂层刀具精加工淬火后轮毂轴承单元案例:

加工零件:轮毂轴承单元,
硬度:HRC58~62
选用刀片:BN-H10 C25
切削参数:Vc=180m/min;Fr=0.1mm/r;ap=0.15mm
粗糙度:≤Ra0.6
加工效果:CBN刀片涂层后,平滑涂层与CBN母材完美结合,可获得更优异的切削性能,提高加工精度和寿命。 在高速加工的条件下还可以保持轴承单元的表面粗糙度,可以保持到Ra0.6一下。
延伸阅读:
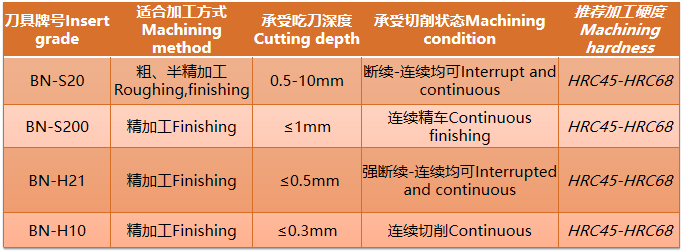
华菱刀具部分牌号可加工参数及硬度参考
-
 针对淬火后工件加工的刀具【BN-H21可强断续切削加工淬硬钢的cbn刀具牌号】
针对淬火后工件加工的刀具【BN-H21可强断续切削加工淬硬钢的cbn刀具牌号】
-
 淬火后加工HRC45以上淬硬钢的cbn刀具【可代替合金刀片可加涂层提高刀具寿命】
淬火后加工HRC45以上淬硬钢的cbn刀具【可代替合金刀片可加涂层提高刀具寿命】
-
 淬火后加工环形槽的cbn槽刀【针对淬硬钢油槽加工的刀具,可定制非标槽刀】
淬火后加工环形槽的cbn槽刀【针对淬硬钢油槽加工的刀具,可定制非标槽刀】
-
 淬火后加工密封槽、切断用cbn刀具【可定制淬火后加工用非标槽刀、切断刀】
淬火后加工密封槽、切断用cbn刀具【可定制淬火后加工用非标槽刀、切断刀】
-
 【切削高硬度铸铁铸件的cbn刀具】 BN-K1牌号刀具可高效加工高硬度铸铁
【切削高硬度铸铁铸件的cbn刀具】 BN-K1牌号刀具可高效加工高硬度铸铁
-
 车加工高硬度铸铁工件的cbn刀具 断续加工高硬度铸铁解决气孔夹砂加工难问题
车加工高硬度铸铁工件的cbn刀具 断续加工高硬度铸铁解决气孔夹砂加工难问题
-
 【切削加工高铬铸铁】可高效加工的cbn刀具 BN-K1牌号cbn刀具铣削高铬铸铁
【切削加工高铬铸铁】可高效加工的cbn刀具 BN-K1牌号cbn刀具铣削高铬铸铁
-
 BN-K1牌号cbn刀具切削加工镍硬铸铁 可断续加工大余量切削镍硬铸铁不崩刃
BN-K1牌号cbn刀具切削加工镍硬铸铁 可断续加工大余量切削镍硬铸铁不崩刃
-
 【针对加工切削高合金铸铁工件的cbn刀具】华菱耐磨数控刀片,刀具
【针对加工切削高合金铸铁工件的cbn刀具】华菱耐磨数控刀片,刀具
-
 加工高合金铸铁铸件的cbn刀具 BN-K10可涂层刀具加工高合金铸铁不崩刀
加工高合金铸铁铸件的cbn刀具 BN-K10可涂层刀具加工高合金铸铁不崩刀