厂商 :无锡中镀科技有限公司
江苏 无锡市- 主营产品:
- 高精度电镀液
- 配套精密电镀设备
- 晶圆制造

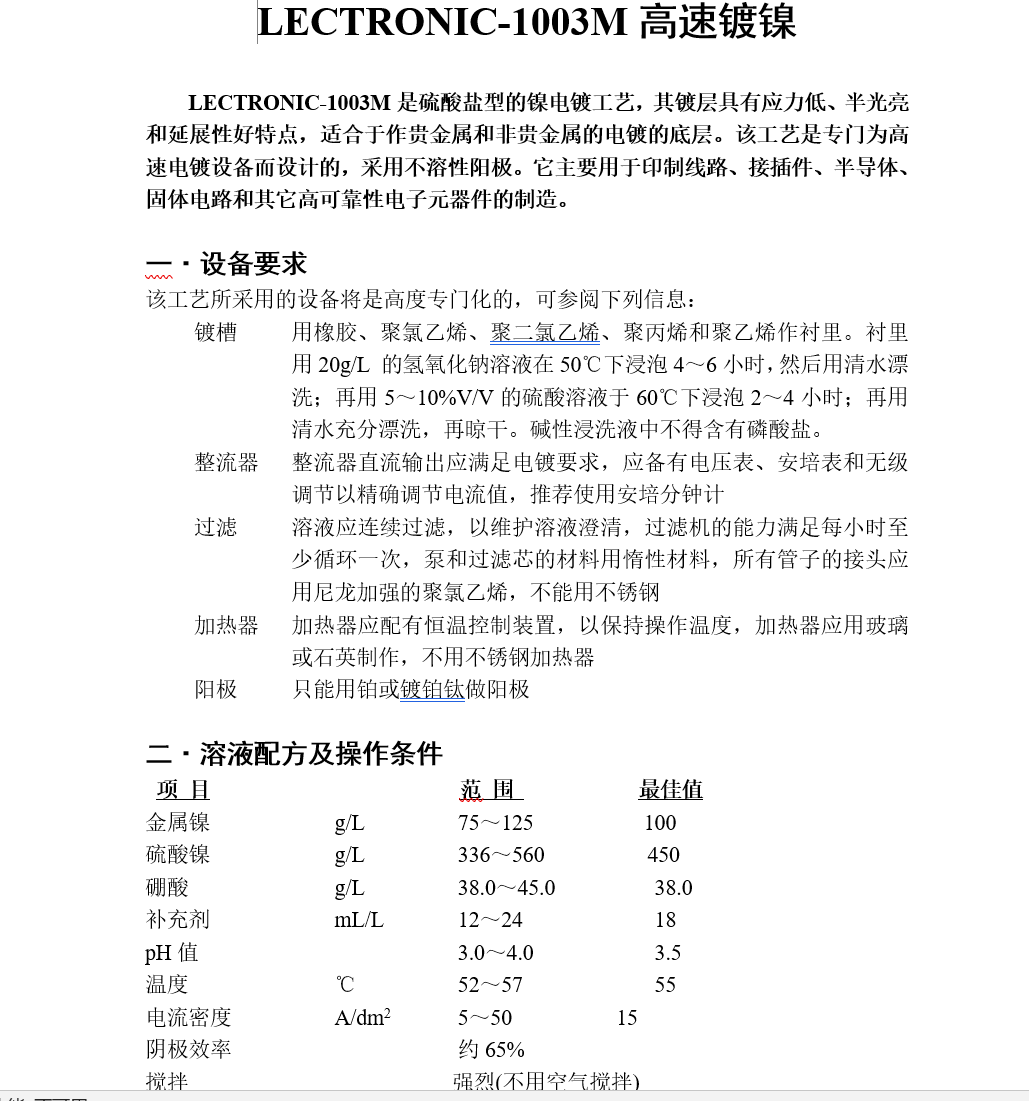
金属表面处理剂LSN-2006M 低应力体系哑光镀镍工艺 【简介】 LSN-2006M是盐型的镍电镀工艺,其镀层具有应力低、半光亮和延展性好特点,适合于作贵金属和非贵金属的电镀的底层。该工艺是专门为高速电镀设备而设计的,采用不溶性阳极。它主要用于印制线路、接插件、半导体、固体电路和其它高可靠性电子元器件的制造。 【设备】 该工艺所采用的设备将是高度专门化的,可参阅下列信息: 镀槽 用橡胶、聚氯乙烯、聚乙烯、聚丙烯和聚乙烯作衬里。衬里用20g/L 的氢溶液在50℃下浸泡4~6小时,然后用清水漂洗;再用5~10%V/V的溶液于60℃下浸泡2~4小时;再用清水充分漂洗,再晾干。碱性浸洗液中不得含有盐。 整流器 整流器直流输出应满足电镀要求,应备有电压表、安培表和无级调节以调节电流值,推荐使用安培分钟计 过滤 溶液应连续过滤,以维护溶液澄清,过滤机的能力满足每小时至少循环一次,泵和过滤芯的材料用惰性材料,所有管子的接头应用尼龙加强的聚氯乙烯,不能用不锈钢 加热器 加热器应配有恒温控制装置,以保持操作温度,加热器应用玻璃或石英制作,不用不锈钢加热器 阳极 只能用铂或镀铂钛做阳极 【操作参数】 项 目 范 围 值 金属镍 g/L 75~125 100 镍 g/L 336~560 450 g/L 38.0~45.0 38.0 LSN-2006M mL/L 12~24 18.0 补充剂 pH值 3.0~4.0 3.5 温度 ℃ 52~57 55 电流密度 A/dm2 5~50 15 阴极效率 约65% 搅拌 强烈(不用空气搅拌) 【开槽步骤】 清洗干净所有与槽液接触的部件,把LSN-2006M溶液注入或泵进槽内,在金属补充系统正常的情况下,温度升到操作值时,电镀就可以开始。 由于高速自动电镀设备的设计有一个很宽的变化范围,所以对一个给定设备LSN-2006M操作参数在允许范围内可以作适当的变化,LSN-2006M溶液准备好后,即可满足现有设备的一般要求。 【工艺维护】 LSN-2006M溶液的工艺控制是借助常规分析镍、的含量以及添加除应力剂来实现的。在电镀期间这些材料的浓度因不断的消耗或者由于带出而减少。 为了改善溶液的导电性,采用比较高的电流密度,溶液的pH值应维持在3.0~4.0之间。pH值过高,镀层延展性低;pH值过低,电流效率低。pH为3.0时,效果,用碳酸镍提高pH值,用20%V/V降低pH值。 【分析方法】 电镀液中金属镍靠添加试剂级的镍晶体进行补充,为了防止工件表面在高电流密度区烧焦,镍的浓度应维持在75~125g/L,镍中含22~23%的镍金属,可以使用净化的镍浓缩液,但会引起镀液体积增加,必须倒出部分旧溶液。 必须使用试剂纯的化学药品 一)碳酸镍 碳酸镍不可直接加入到工作液中,否则将引起镀层粗糙和过滤机堵塞。将装有金属盐的阳极袋吊在储备槽流动的液体里,以一定的速度往下溶解。 二) 可防止PH值大幅度变化,它也降低了高电流密度区工件烧焦的可能,为了得到结果,其浓度应维持在38.0~45.0g/L之间。浓度过高,在正常操作温度下,易结晶析出;过低时,高电流密度区工件易烧焦。 三)应力剂 应力剂的浓度用LSN-2006M补充剂来维护,其中也含整平剂。既能降低镀层的内应力,也使镀层光亮和有延展性,光亮性是此物质的副效应。LSN-2006M R的消耗量是1.0mL/Ah, 在某些电镀条件下,可能要多加些应力剂。 四)润湿剂 LSN-2006M还有润湿剂,当需要使用润湿剂,往往表明镀液已受污染。 特别声明 此说明书内所有提议或关于本公司产品的建议,是以本公司信赖的实验及资料为基础。因不能控制其他从业者的实际操作,故本公司不能保证及负责任何不良后果。此说明书内的所有资料也不能用为侵犯版权的证据。