



厂商 :上海元冲机床有限公司
上海- 主营产品:
- 剪板机
- 折弯机
- 冲床
联系电话 :15026623161
商品详细描述
供应63t冲床,优质冲床厂家,专注20年品质冲床,品牌上冲63吨冲床



工作原理
冲床的设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由这个机构将圆周运动转换成滑块的直线运动。冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
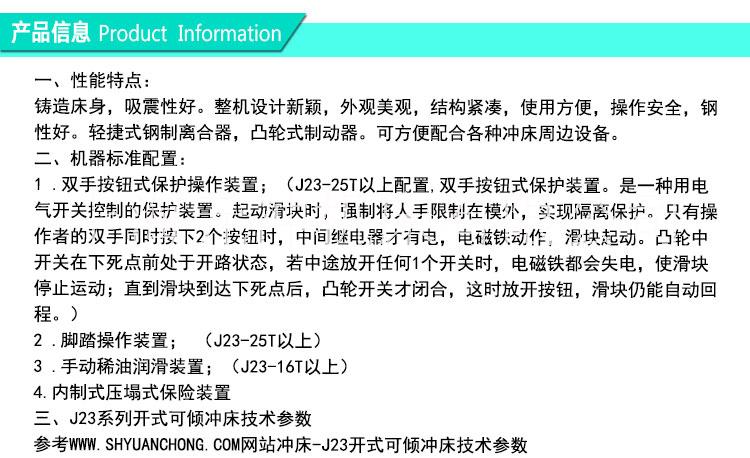
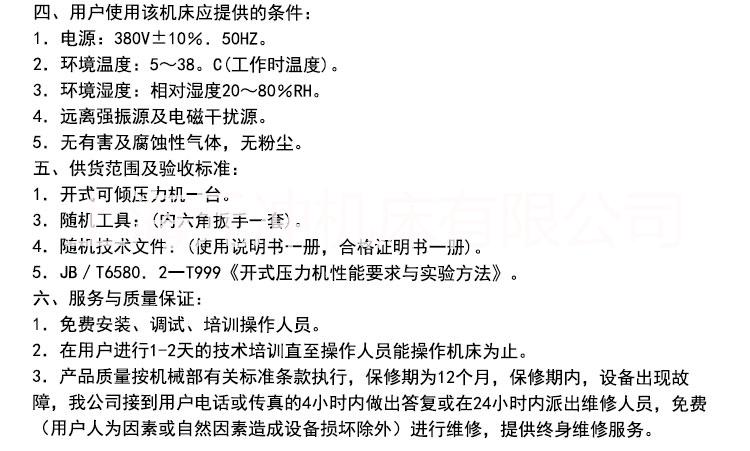
安全生产规程
由于冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型必须遵守一定的安全规程。
1.暴露于压机之外的传动部件,必须安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2.开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可以开空车做试验。
3.安装模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷;模具必须紧固牢靠,并经过试压检查。
4.工作中注意力要集中,严禁将手和工具等物件伸进危险区内。小件一定要用专门工具(镊子或送料机构)进行操作。模具卡住坯料时,只准用工具去解脱。
5.发现压床运转异常或有异常声响,(如连击声、爆裂声)应该立即停止送料,检查原因。如系转动部件松动、操纵装置失灵、模具松动及缺损,应停车修理。
6.每冲完—个工件时,手或脚必须离开按钮或踏板,以防止误操作。
7.两人以上操作时,应定人开车,注意协调配合好。下班前应将模具落靠,断开电源,并进行必要的清扫。
故障与排除
1 、曲轴轴承发热 轴套刮的不好,润滑不良 重新刮研铜瓦,检查润滑情况。
2 、从轴承里流出的油里有铜屑 缺乏润滑油,润滑油不清洁 检查润滑情况,拆开轴承进行清洗
3 、导轨烧灼 导轨间隙过小、润滑不良 、接触不良 重新研刮导轨 、调整间隙 、注意润滑
4 、操作时离合器不结合或结合后脱不开 回转健用弹簧失去弹性键配合过紧 更换弹簧、研刮键的结合间隙
5、离合器脱开时滑块不能停在上死点位置 制动带拉力不够 、制动带过度磨损 、制动轮上有油打滑 调整制动弹簧张力、更换制动器 、用煤油洗净制动带及轮周
6 、退料板不工作 打料碰头位置不对 调整碰头位置用手转动飞轮试退
7、连杆螺丝发生转动或冲击 锁紧装置松动 旋转锁紧装置
8、连杆螺丝球头在滑块球垫内冲击 球头与球垫压盖接触不良,压盖螺丝松动 刮研球头、球垫、拧紧压盖螺丝
9、按电钮(开)不工作 电源断路、热断电器断电 检查电路系统消除故障
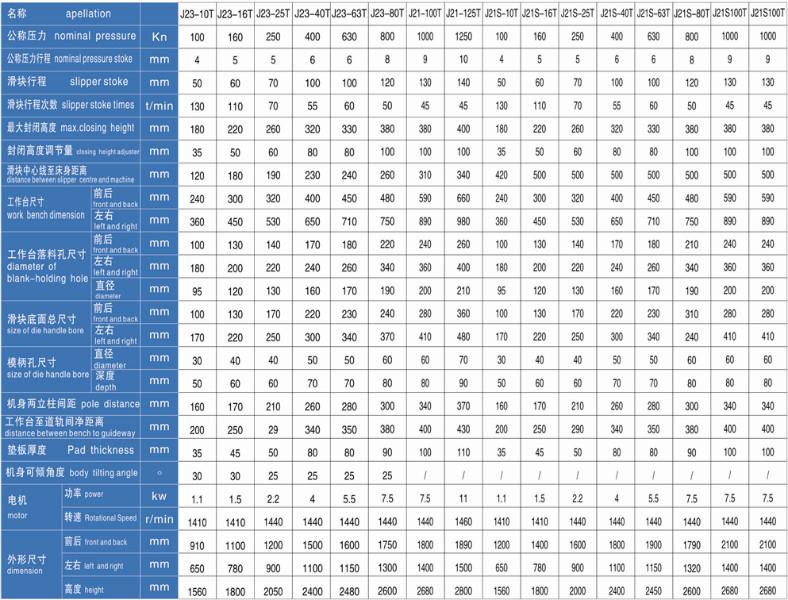
冲床参数
相关产品推荐
-
 供应折弯机模具,折弯机模具厂家,折弯机模具价格,普通、数控折弯机模具
供应折弯机模具,折弯机模具厂家,折弯机模具价格,普通、数控折弯机模具
-
 供应上海剪板机价格多少
供应上海剪板机价格多少
-
 数控闸式剪板机厂家,剪12个厚铁板剪板机,品质保证,价格优惠
数控闸式剪板机厂家,剪12个厚铁板剪板机,品质保证,价格优惠
-
 供应剪板机刀片厂家,专业剪板机刀片厂家,剪板机刀片行业领先,品质保证
供应剪板机刀片厂家,专业剪板机刀片厂家,剪板机刀片行业领先,品质保证
-
 供应联合冲剪机厂家,上海多功能联合冲剪机,价格优惠,品质保证
供应联合冲剪机厂家,上海多功能联合冲剪机,价格优惠,品质保证
-
 上冲品质冲床,国标冲床厂家,上海老牌冲床厂家,品质保证
上冲品质冲床,国标冲床厂家,上海老牌冲床厂家,品质保证
-
 供应上海小型闸式剪板机,精密剪板机,高精度、高性能剪板机,值得信赖
供应上海小型闸式剪板机,精密剪板机,高精度、高性能剪板机,值得信赖
-
供应12x2500闸式剪板机,上海专业闸式剪板机厂家,闸式剪板机值得信赖,上冲品质保证
-
 剪板机刀片价格,剪板机刀片厂家,高精度优质剪板机刀片
剪板机刀片价格,剪板机刀片厂家,高精度优质剪板机刀片
-
 供应剪板机公司,上海优质服务企业,剪板机价格合理,剪板机品质卓越
供应剪板机公司,上海优质服务企业,剪板机价格合理,剪板机品质卓越