厂商 :上海元冲机床有限公司
上海- 主营产品:
- 剪板机
- 折弯机
- 冲床
上海元冲机床厂专业生产普通和数控折弯机模具、油压机折弯模具、压床折弯模具、段差折弯模具、无压痕折弯模具、三点式折弯模具、折弯模具装夹压板、细长导轨、数控折弯刀剪板机刀片、防压痕膜的企业,本公司在折弯模具领域有多年的设计和加工经验。可按照客户的材料和尺寸要求定制各种规格的折弯机上下模和剪板机上下刀片。同时也为客户提供折弯刀和剪板机刀片修磨服务。
上元冲模具产品的优势
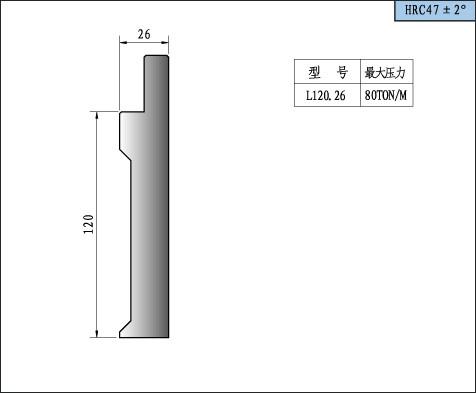
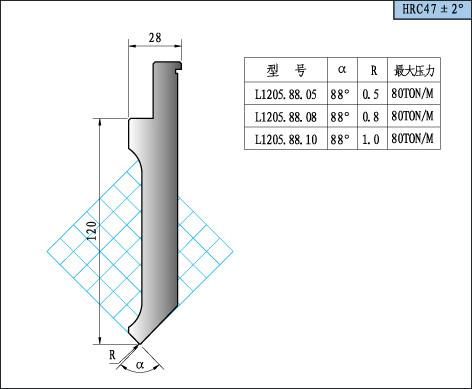
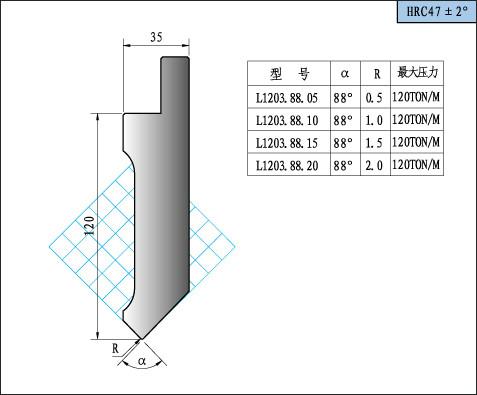
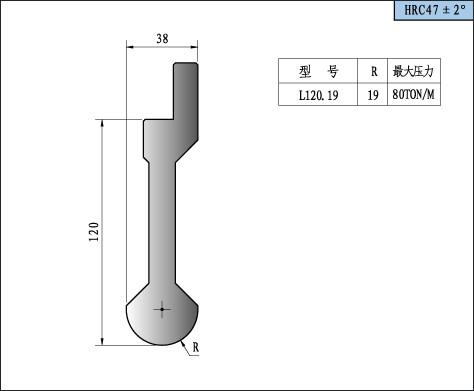
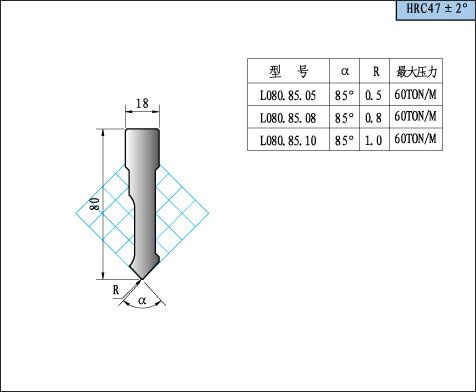
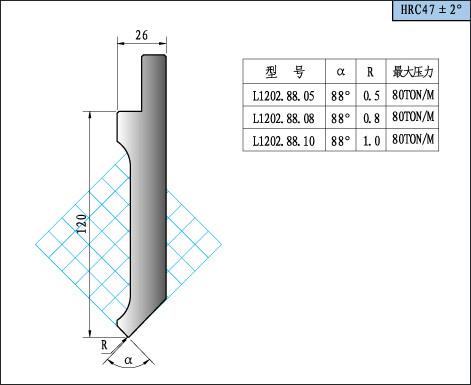
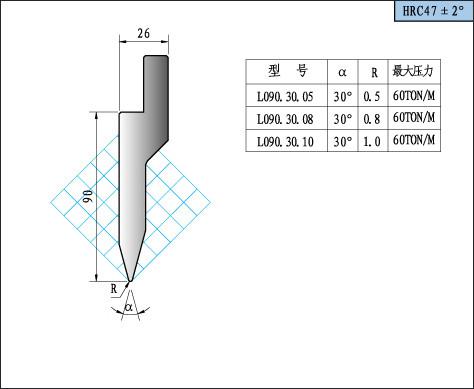
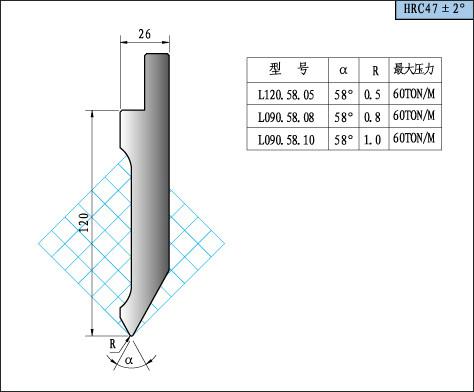
一、淬火硬度 (HRC):±47°;
二、公差精度:普通可达±0.02,最高可达进口AMADA标准;
三、42CrMo等优质原材料生产;它要求的主要是高强度、高韧性和良好的耐磨 性能,选用冷作模具钢.Cr12MoV是很好的材料。使用 性能可以满足,工艺性能也好,价格 会高点。42CrMo是强度较高的合金调质钢,强度很高,强韧性也好.可 在500度以下 工作。
四、 我公司加工设备齐全:6米龙门铣床、10米龙门刨床、8米平面磨床、6米平面磨床、卧式铣床、多功能铣床 、高精度磨床等;
五、 无任何折弯痕迹,同心度好、精度高,整体淬火,全身热处理,表面光洁度高,耐磨;
六、 我公司可实现批量非标规格的产品可按照图纸定制生产。
上元冲折弯机模具品质保证
加工保证:精密加工设备,除了自行设计开发专用机械降低成本外,还采用各式CNC加工机械确保精度,主要使用德日先进国家制造的最精密磨床来加工,保证刀具的精度。
硬度保证:唯有自行掌握热处理才能将刀具发挥到最佳效果,突出刀具的灵魂,而热处理是本公司的专业领域,如此才能确保品质的稳定性。
检验保证:刀具的质量管理是一项用肉眼看不见的重要工作,于是本公司购进了先进的检验设备,特别成立检验室,随时进行产品质量检验。
品质保证:在管理上,我们引进了IS09001国际质量认证体系,提供优质的产品,满足客户的需求是建腾人永恒追求的目标,也是建腾前进的保证。
公司秉承"顾客至上,锐意进取"的经营理念,坚持"客户第一"的原则为广大客户提供优质的服务。
数控折弯机模具参数
数控折弯机模具材料:Cr12Mo1v1、42CrMo、
淬火硬化:HRC:52°-60°
±公差:.002
其它服务:数控折弯模具磨削、修磨、维修等
标准长度:835mm、800mm、550mm(标准数控折弯机模具产品现货供应,非标折弯机模具规格可根据客户提供的图纸要求定制加工及生产。)
数控折弯刀具分段,常规分段规格如下:
模具分段1
数控折弯上模:100(左)、10、15、20、40、50、200、300、100(右)=835mm
数控折弯下模:10、15、20、40、50、100、200、400=835mm
模具分段2
数控折弯上模:100(左)、10、15、20、40、50、165、300、100(右)=800mm
适用于:进口L.V.D数控折弯机、(天田)AMADA数控折弯机、TRUMPF、FINN-POWER等数控折弯机床及国产数控折弯机用模具.产品有数控折弯机段差模,弯机同心下模、折弯机上模、折弯机下模、数控折弯机复合成型模等。
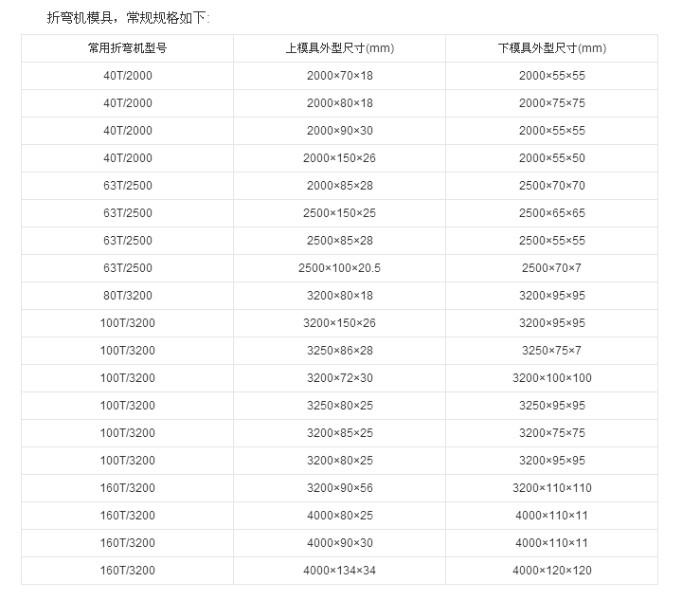
折弯机模具的使用规范
1、接通折弯机的电源,扭转钥匙开关,按下油泵启动,折弯机油泵开始转动,此时机器还未开始工作。
2、行程调节,在正式开始用折弯机模具进行折弯工作时需要试车。折弯机上模下行至最底部时必须保证有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。
3、折弯机模具槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。
4、检查折弯机上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。经常检查上、下模具的重合度;压力表的指示是否符合规定。
5、板料折弯时必须压实,防止板料在折弯时翘起伤害操作人员。
6、调板料压模时必须切断电源,停止运转后进行。
7、在改变可变折弯机下模的开口时,不允许有任何料与下模接触。
8、禁止使用折弯机模具折超厚的铁板或淬过火的钢板、高级合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床。
9、关闭折弯机,要在两侧油缸下方的下模上放置木块将上滑板下降到木块上。先退出控制系统程序,后切断电源。
安装调整
在安装折弯机模具的时候,一定要检查好设备的状态,然后按照步骤来安装并且进行调试,调试时注意人身安全。
机器的调整
在安装折弯机模具的时候,首先要了解下机器性能,打开折弯机,耐心的调整和检查,看看机器可有之前使用过的灰尘,以及铁碎屑等。防止对后期使用造成不必要的麻烦。
滑块行程调整
先检查折弯机模具厚度与上下模块的比例是否正常,一般的滑块需要控制在行程线路的开关点上,这个是必须要注意的,否则会导致模具不能正常使用,但是有些人还是经常犯这样的错误。
行程模块调整
调整完滑块行程标准以后,接下来就是模块的上限点调整了,一般的情况来说模块上至到最高处,是要把模块的和开关设置好。这样可以要流出模块的停留的位置,通过上述一些操作,那么就可以大大增加生产效率。在此过程中,还需要对模块进行减慢处理。因为模块在下行到下死点的时候,必须要减速模块,这样保护了机器和模具。
空隙的调整
最后就是折弯机模具之间的空隙的调整了,先测量上模块和下模块间隙,合理的间隙需要根据所折的板材而定。
角度调整
调整折弯角度也是最重要的环节,角度选定肯定是和产品要求有关,一般来说折90°模具,那么角度必须设置中间角度必须大于两边的角度,有时候可能会紧点,可以通过调整机器上螺丝进行处理。调整后,如在该产品不改变需求的情况下不要再去进行修改。然后在折弯的时候,通过压力表,计算下准确的压力数字,进行压力调整。以免造成模具崩刃。