



厂商 :深圳市元禄亦磨刀机有限公司
广东 深圳- 主营产品:
- 铣刀磨刀机
- 钻头磨刀机
- 钨针研磨机
联系电话 :13828751050
商品详细描述
FX690 麻花钻头磨刀机(3-20mm) 进口钻头磨刀机/进口钻头研磨机/进口钻头修磨机
2.标机可以修磨3-13mm的钻头,选购加大配件,可以修磨14-20mm的钻头。
3.通过修磨钻头的主切削刃和横刃前角来恢复钻头的切削能力和尺寸精度,研磨精度可以控制在0.02mm以内。
4.通过改变钻头的主切削刃和横刃前角帮助客户解决钻孔问题,提高钻孔效率,延长钻头寿命,提升钻孔品质。

传统麻花钻的修磨方法
对于手工修磨麻花钻而言。在修磨的过程中需要工作人员仔细认真,修磨好坏直接影响钻孔的质量和钻削效率。修磨麻花钻,要求两个主切削刃和钻芯线之间的夹角要对称,刃长要相等,否则钻削时会出现单..刃切削或者孔径变大以及产生台阶形等弊病。修磨前,钻头切削刃应置在砂轮中心平面上或者稍高一一些,钻头中心与砂轮外圆柱面母线在水平面内夹角等于顶角-一半,同时钻尾向下倾斜。钻头修磨时,用右手握住钻头前端支点,左手握钻尾,以钻头前端支撑点为圆心钻尾上下摆动,向上摆动不得高出水平线,当磨出副后角,向下摆动也不能太多,以防磨掉另一条主切刀。修磨时要略带旋转,但是也不能转动过多,特别是在修磨小直径麻花钻时,更得注意。当一个主切削修磨完毕以后,把钻头转过180°修磨另一个主切削刃,人和手要保持原来的位置和姿势,这样容易达到两刃对称的目的,修磨方法与磨前一个主切削刃时相同。修磨时应注意随时用冷却液冷却,以防刃口发热退火降低硬度。初次修磨时要注意防止外缘出现副后角。完成后要对麻花钻的角度进行检测,通常使用目测和用测量仪器进行测量。当麻花钻磨好后通常采用目测法进行检查。方法是:把钻头垂直竖在于眼睛等高位置,在明亮的背景下用肉眼观察两刃的长度和高低及它的后角等,由于存在视觉误差,往往会感觉到左刃高,右刃低,这时要把钻头转过180°再进行观察,这样经过反复观察对比,觉得两刃基本上对称后就可以使用了,如果发现两刃有偏差必须进行修磨。使用量角器进行检查时,只需要角尺的一边贴在麻花钻的棱边上,另一边放在钻头的刃口上测量刃长和角度,然后转动180°,以同样的方法检查就可以了。进口钻头磨刀机/进口钻头研磨机/进口钻头修磨机
而对于美高磨刀机而言,只需要执行五个步骤,即可完成麻花钻的修磨,同时可确保两刃等长,孔的精度可保证在0.03mm以内。
通过改变钻头的结构与角度,来满足客户不同的需求。
当钻头为5°前角时,中心切刃较锋利,适合软料的加工,但不适合硬料加工,加工硬料时有偏孔,扩孔的现象,孔的周边还会有毛刺,需定点后再钻孔;
当钻头为0°前角时,既适合软料加工,又适合硬料加工,无需定点,可直接钻孔。
研磨步骤:
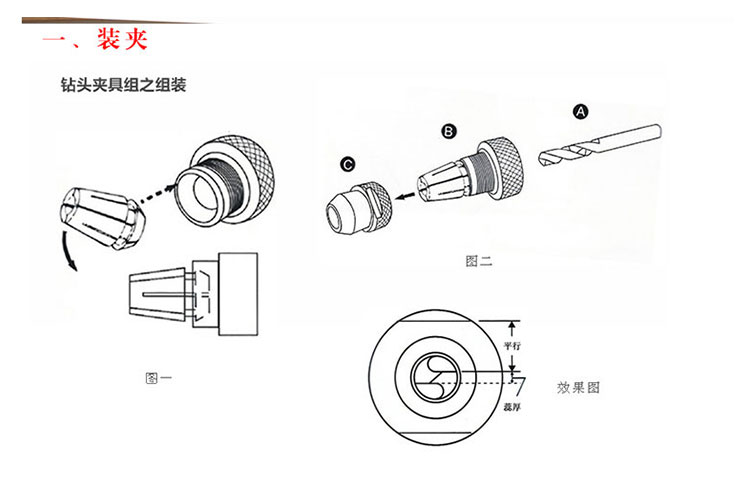
一、装夹
将夹头拧开,把筒夹呈45°角装入夹头之中稍微固定,然后装入钻头
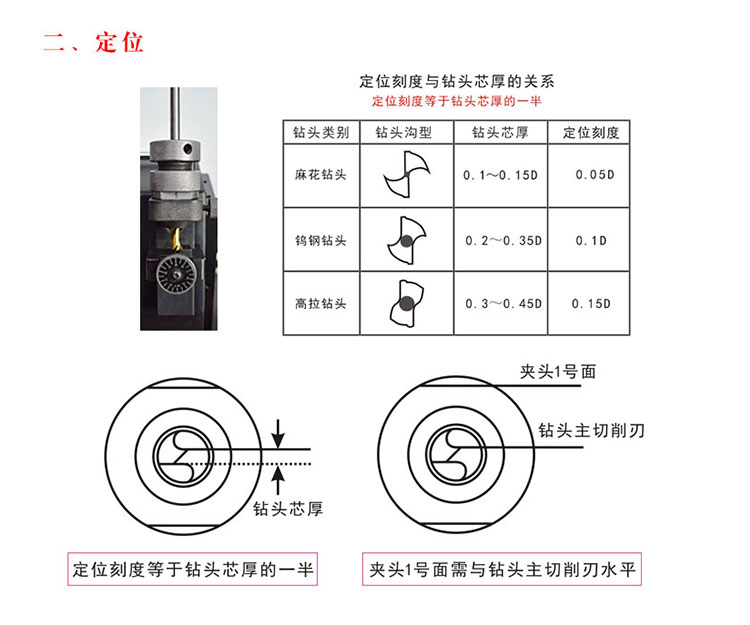
二、定位
采用钻头芯厚的原理,定位刻度为钻头芯厚的一半
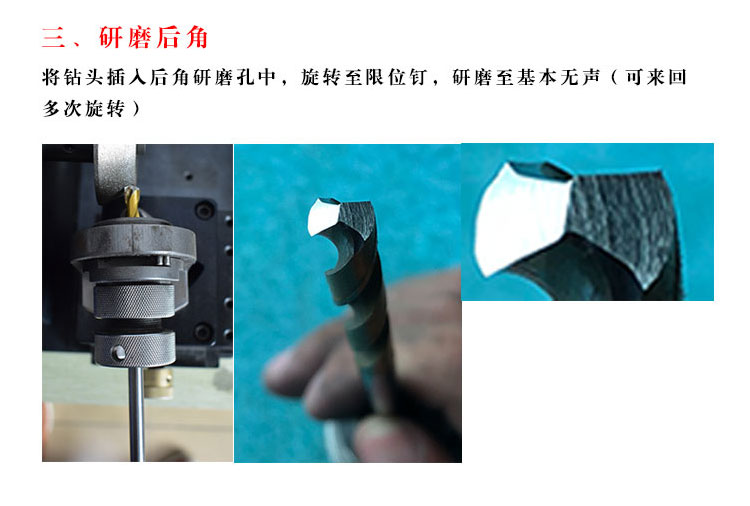
三、研磨后角
将钻头插入后角研磨孔中,旋转至限位钉,研磨至基本无声(可来回多次旋转)
四、研磨前角
将钻头插入前角研磨孔中,X轴控制钻头中心刃之间的宽度,Y轴控制排屑槽的宽度

五、钻头精磨
返回步骤三,将钻头插入后角研磨孔中旋转至限位钉,修磨至无声即可(可来回多次旋转)

深圳美高专业生产销售铣刀磨刀机,进口钻头磨刀机/进口钻头研磨机/进口钻头修磨机和丝攻磨刀机等磨刀机创新产品.真正关心修磨的再生价值和客户的加工利润,将修磨与加工应用相结合,开创了磨刀改变加工的先河,,不仅能够提供能满足修磨需求的购机方案,而且能够提供具经济效益的修磨技术.致力于让每一个加工用户都能通过美高磨刀机实现降本提效的赚钱目的.
美高磨刀机的核心优势不在于价格,而在于强大的机台功能和赚钱的磨刀技术以及高效加工的整体刃磨方案.通过美高磨刀机强大的机台功能可以改变结构与角度,使其更好用,更耐用,从而帮助客户解决加工问题.
www.yeanluyi.com
联系电话:13828751050
地址:深圳市宝安区松岗街道松明大道136号云丽大厦5F

机台功能:
1.具备FX型钻头修磨功能,可以直接修磨FX型麻花钻头,也可以将普通钻头修磨成FX型。2.标机可以修磨3-13mm的钻头,选购加大配件,可以修磨14-20mm的钻头。
3.通过修磨钻头的主切削刃和横刃前角来恢复钻头的切削能力和尺寸精度,研磨精度可以控制在0.02mm以内。
4.通过改变钻头的主切削刃和横刃前角帮助客户解决钻孔问题,提高钻孔效率,延长钻头寿命,提升钻孔品质。
传统麻花钻的修磨方法
对于手工修磨麻花钻而言。在修磨的过程中需要工作人员仔细认真,修磨好坏直接影响钻孔的质量和钻削效率。修磨麻花钻,要求两个主切削刃和钻芯线之间的夹角要对称,刃长要相等,否则钻削时会出现单..刃切削或者孔径变大以及产生台阶形等弊病。修磨前,钻头切削刃应置在砂轮中心平面上或者稍高一一些,钻头中心与砂轮外圆柱面母线在水平面内夹角等于顶角-一半,同时钻尾向下倾斜。钻头修磨时,用右手握住钻头前端支点,左手握钻尾,以钻头前端支撑点为圆心钻尾上下摆动,向上摆动不得高出水平线,当磨出副后角,向下摆动也不能太多,以防磨掉另一条主切刀。修磨时要略带旋转,但是也不能转动过多,特别是在修磨小直径麻花钻时,更得注意。当一个主切削修磨完毕以后,把钻头转过180°修磨另一个主切削刃,人和手要保持原来的位置和姿势,这样容易达到两刃对称的目的,修磨方法与磨前一个主切削刃时相同。修磨时应注意随时用冷却液冷却,以防刃口发热退火降低硬度。初次修磨时要注意防止外缘出现副后角。完成后要对麻花钻的角度进行检测,通常使用目测和用测量仪器进行测量。当麻花钻磨好后通常采用目测法进行检查。方法是:把钻头垂直竖在于眼睛等高位置,在明亮的背景下用肉眼观察两刃的长度和高低及它的后角等,由于存在视觉误差,往往会感觉到左刃高,右刃低,这时要把钻头转过180°再进行观察,这样经过反复观察对比,觉得两刃基本上对称后就可以使用了,如果发现两刃有偏差必须进行修磨。使用量角器进行检查时,只需要角尺的一边贴在麻花钻的棱边上,另一边放在钻头的刃口上测量刃长和角度,然后转动180°,以同样的方法检查就可以了。进口钻头磨刀机/进口钻头研磨机/进口钻头修磨机
而对于美高磨刀机而言,只需要执行五个步骤,即可完成麻花钻的修磨,同时可确保两刃等长,孔的精度可保证在0.03mm以内。
通过改变钻头的结构与角度,来满足客户不同的需求。
当钻头为5°前角时,中心切刃较锋利,适合软料的加工,但不适合硬料加工,加工硬料时有偏孔,扩孔的现象,孔的周边还会有毛刺,需定点后再钻孔;
当钻头为0°前角时,既适合软料加工,又适合硬料加工,无需定点,可直接钻孔。
研磨步骤:
一、装夹
将夹头拧开,把筒夹呈45°角装入夹头之中稍微固定,然后装入钻头
二、定位
采用钻头芯厚的原理,定位刻度为钻头芯厚的一半
三、研磨后角
将钻头插入后角研磨孔中,旋转至限位钉,研磨至基本无声(可来回多次旋转)
四、研磨前角
将钻头插入前角研磨孔中,X轴控制钻头中心刃之间的宽度,Y轴控制排屑槽的宽度
五、钻头精磨
返回步骤三,将钻头插入后角研磨孔中旋转至限位钉,修磨至无声即可(可来回多次旋转)
深圳美高专业生产销售铣刀磨刀机,进口钻头磨刀机/进口钻头研磨机/进口钻头修磨机和丝攻磨刀机等磨刀机创新产品.真正关心修磨的再生价值和客户的加工利润,将修磨与加工应用相结合,开创了磨刀改变加工的先河,,不仅能够提供能满足修磨需求的购机方案,而且能够提供具经济效益的修磨技术.致力于让每一个加工用户都能通过美高磨刀机实现降本提效的赚钱目的.
美高磨刀机的核心优势不在于价格,而在于强大的机台功能和赚钱的磨刀技术以及高效加工的整体刃磨方案.通过美高磨刀机强大的机台功能可以改变结构与角度,使其更好用,更耐用,从而帮助客户解决加工问题.
www.yeanluyi.com
联系电话:13828751050
地址:深圳市宝安区松岗街道松明大道136号云丽大厦5F
相关产品推荐









