



厂商 :深圳市元禄亦磨刀机有限公司
广东 深圳- 主营产品:
- 铣刀磨刀机
- 钻头磨刀机
- 钨针研磨机
联系电话 :13828751050
商品详细描述
FX690 麻花钻头磨刀机(3-20mm) 麻花钻头磨刀机/麻花钻头研磨机/麻花钻头修磨机
机台功能:
1.具备FX型钻头修磨功能,可以直接修磨FX型麻花钻头,也可以将普通钻头修磨成FX型。
2.标机可以修磨3-13mm的钻头,选购加大配件,可以修磨14-20mm的钻头。
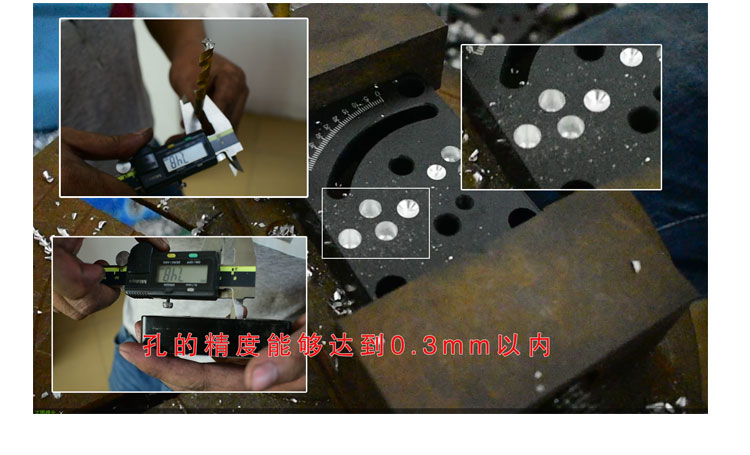
3.通过修磨钻头的主切削刃和横刃前角来恢复钻头的切削能力和尺寸精度,研磨精度可以控制在0.02mm以内。
4.通过改变钻头的主切削刃和横刃前角帮助客户解决钻孔问题,提高钻孔效率,延长钻头寿命,提升钻孔品质。
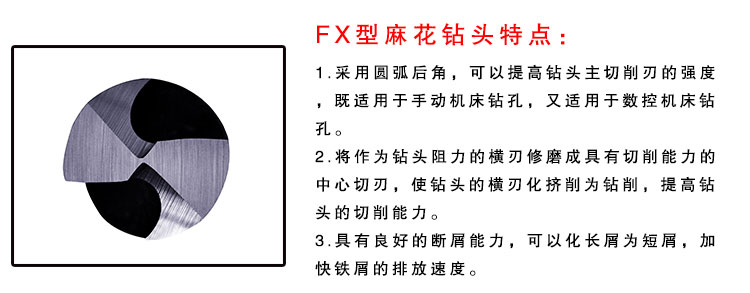
FX型钻头特点:
1.采用圆弧后角,可以提高钻头主切削刃的强度,既适用于手动机床钻孔,又适用于数控机床钻孔。
2.将作为钻头阻力的横刃修磨成具有切削能力的中心切刃,使钻头的横刃化挤削为钻削,提高钻头的切削能力。
3.具有良好的断屑能力,可以化长屑为短屑,加快铁屑的排放速度。
通过改变钻头的结构与角度,来满足客户不同的需求。
当钻头为5°前角时,中心切刃较锋利,适合软料的加工,但不适合硬料加工,加工硬料时有偏孔,扩孔的现象,孔的周边还会有毛刺,需定点后再钻孔;
当钻头为0°前角时,既适合软料加工,又适合硬料加工,无需定点,可直接钻孔。
当钻头钻孔之后出现扩孔,偏孔,盲孔以及有毛刺时,不外乎存在一下几种情况:
1、钻头两刃不等长;
2、钻头后角过高,干涉;
3、钻头顶角过大;
4、钻头横刃斜角太锋利;
5、钻头前角角度过大。
麻花钻的修磨需要注意一下几点:
1、麻花钻的顶角一般是118°-135°之间;
2、两条主切削刃的长度和角度要对称;
3、要保证磨出正确的后角,后角不宜高于主切削刃;
4、将横刃修磨成具有切削能力的中中心刃,化挤削为切削,提高钻头的切削能力;
5、钻削时,钻头应该排屑轻快,化长屑为短屑,无振动,无扩孔。
中心刃处理时,缩短中心刃的宽度,使钻心的中心刃与主切削刃接近十字架交叉,减少钻削中的轴向力和钻削中的转矩,定心精度大为提高。
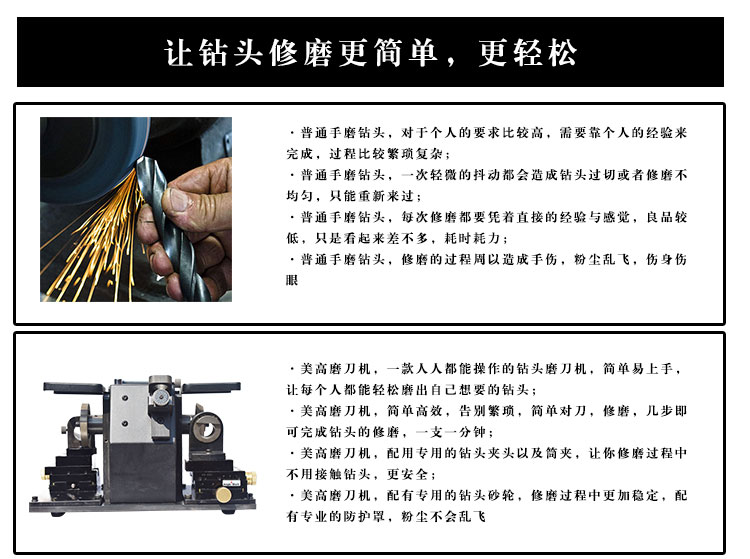
美高磨刀机经过长期的测试,改良,实现了各种微调功能来解决加工中遇到的不同的问题。

深圳美高专业生产销售铣刀磨刀机,钻头磨刀机和丝攻磨刀机等磨刀机创新产品.真正关心修磨的再生价值和客户的加工利润,将修磨与加工应用相结合,开创了磨刀改变加工的先河,,不仅能够提供能满足修磨需求的购机方案,而且能够提供具经济效益的修磨技术.致力于让每一个加工用户都能通过美高磨刀机实现降本提效的赚钱目的.
美高磨刀机的核心优势不在于价格,而在于强大的机台功能和赚钱的磨刀技术以及高效加工的整体刃磨方案.通过美高磨刀机强大的机台功能可以改变钻头的结构与角度,使钻头更好用,更耐用,从而帮助客户解决加工问题,提高加工效率,延长钻头寿命,节省钻头成本.
www.yeanluyi.com
联系电话:13828751050
地址:深圳市宝安区松岗街道松明大道136号云丽大厦5F
机台功能:
1.具备FX型钻头修磨功能,可以直接修磨FX型麻花钻头,也可以将普通钻头修磨成FX型。
2.标机可以修磨3-13mm的钻头,选购加大配件,可以修磨14-20mm的钻头。
3.通过修磨钻头的主切削刃和横刃前角来恢复钻头的切削能力和尺寸精度,研磨精度可以控制在0.02mm以内。
4.通过改变钻头的主切削刃和横刃前角帮助客户解决钻孔问题,提高钻孔效率,延长钻头寿命,提升钻孔品质。
FX型钻头特点:
1.采用圆弧后角,可以提高钻头主切削刃的强度,既适用于手动机床钻孔,又适用于数控机床钻孔。
2.将作为钻头阻力的横刃修磨成具有切削能力的中心切刃,使钻头的横刃化挤削为钻削,提高钻头的切削能力。
3.具有良好的断屑能力,可以化长屑为短屑,加快铁屑的排放速度。
通过改变钻头的结构与角度,来满足客户不同的需求。
当钻头为5°前角时,中心切刃较锋利,适合软料的加工,但不适合硬料加工,加工硬料时有偏孔,扩孔的现象,孔的周边还会有毛刺,需定点后再钻孔;
当钻头为0°前角时,既适合软料加工,又适合硬料加工,无需定点,可直接钻孔。
当钻头钻孔之后出现扩孔,偏孔,盲孔以及有毛刺时,不外乎存在一下几种情况:
1、钻头两刃不等长;
2、钻头后角过高,干涉;
3、钻头顶角过大;
4、钻头横刃斜角太锋利;
5、钻头前角角度过大。
麻花钻的修磨需要注意一下几点:
1、麻花钻的顶角一般是118°-135°之间;
2、两条主切削刃的长度和角度要对称;
3、要保证磨出正确的后角,后角不宜高于主切削刃;
4、将横刃修磨成具有切削能力的中中心刃,化挤削为切削,提高钻头的切削能力;
5、钻削时,钻头应该排屑轻快,化长屑为短屑,无振动,无扩孔。
中心刃处理时,缩短中心刃的宽度,使钻心的中心刃与主切削刃接近十字架交叉,减少钻削中的轴向力和钻削中的转矩,定心精度大为提高。
美高磨刀机经过长期的测试,改良,实现了各种微调功能来解决加工中遇到的不同的问题。
深圳美高专业生产销售铣刀磨刀机,钻头磨刀机和丝攻磨刀机等磨刀机创新产品.真正关心修磨的再生价值和客户的加工利润,将修磨与加工应用相结合,开创了磨刀改变加工的先河,,不仅能够提供能满足修磨需求的购机方案,而且能够提供具经济效益的修磨技术.致力于让每一个加工用户都能通过美高磨刀机实现降本提效的赚钱目的.
美高磨刀机的核心优势不在于价格,而在于强大的机台功能和赚钱的磨刀技术以及高效加工的整体刃磨方案.通过美高磨刀机强大的机台功能可以改变钻头的结构与角度,使钻头更好用,更耐用,从而帮助客户解决加工问题,提高加工效率,延长钻头寿命,节省钻头成本.
www.yeanluyi.com
联系电话:13828751050
地址:深圳市宝安区松岗街道松明大道136号云丽大厦5F
相关产品推荐









