

厂商 :射阳星宇探伤设备有限公司
江苏 盐城- 主营产品:
- 退磁机
- 紫外灯
- 磁粉探伤机
联系电话 :15261960158
商品详细描述
CJE-2000型磁粉探伤机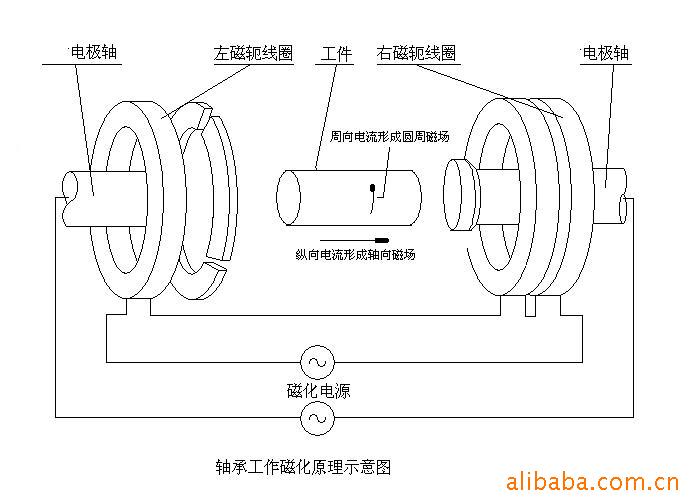
轴承滚柱复合磁化磁粉探伤机
1.用途
CJE-2000轴承滚柱磁粉探伤机,是固定式、机电分立型交流半自动湿法磁粉探伤设备。它根据磁化原理设计制造而成,
1、满足轴承滚柱探伤工艺要求:
2、符合JB/T8290-1998《磁粉探伤机》标准。
适用于机械、汽车、航空、内燃机、铁道等行业对铁磁性材料制成的规则圆柱形零件的无损检验。能发现零件外表面及近表面因铸造、锻压、拉伸、淬火、研磨、疲劳而产生的裂痕以及夹渣等极细微的缺陷(深离零件表面的缺陷不可用此法检查)。。并配有周向磁化旋转机构,有效增大电极与工件接触面,从而避免了工件的打火烧伤的发生。
2.原理
该机以小型工业可编程序控制器(PLC)为核心,对系统的机械程序动作,如上料、输料、工件夹紧、喷洒磁悬液、磁化、松夹、机械手抓料、工件旋转用放大镜等动作进行控制,能按规定程序完成除缺陷观察以外的全部探伤过程,即可自动操作,又可手动单步操作。
该设备对工件的磁化采用复合磁化方式, 即周向磁化和纵向磁化相配合,可一次性检测出磁场范围内工件表面的全方位缺陷。 周向磁化采用通电法,纵向磁化采用磁轭法,对工件进行磁化。周向磁化和纵向磁化均使用 50Hz 工频交流电作为电源,两路电压的相位相差120o。工件在复合磁化时,由失量分析可知,在工件的表面将形成一个随时间变化的椭圆形旋转磁场。只要选择合适的磁化电流强度,就能使工件表面获得较均匀的磁场分布。
???该设备磁化电源的主电路采用可控硅无节调压电路,利用隔离主变压器以低电压大电流方式输出,对工件进行周、纵向交流复合磁化,从而一次性探伤就可检查出工件表面和近表面因锻压、拉伸、淬火、研磨、疲劳而引起的裂痕及夹渣等细微缺陷。
?控制电路采用集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小,磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于单方向磁化时的剩磁法探伤,周向磁化设有接触电阻检测电路,当电极和工件之间接触电阻增大时会自动检测,从而避免了打火烧伤工件现象的发生。
?本机的周向和纵向输出电压低于36V,因此不会对人体构成电的伤害。
3.磁粉探伤基本原理
自然界中磁力线总能保持其连续性。当铁磁性工件放在使其饱和的磁场中时,磁力线便会被引导通过工件。如果磁力线遇到工件材料上的不连续(即裂纹、夹渣、气孔等缺陷),而磁力线为了保持自己的连续性,则必须绕过这些缺陷。
?若这些缺陷位于材料的表面或近表面,但由于工件中的磁力线已达到饱和状态,则磁力线就会绕过这些磁导率较低的(磁阻较大)区域而泄漏出工件表面形成“漏磁埸”。这样在缺陷的两侧便会产生磁极,将磁粉(或磁悬液)喷洒于有缺陷工件表面,则缺陷磁极吸引磁粉,便可形成明显可见的线状或点状堆积。
???必须说明,工件经磁化后并不是所有的缺陷都能显示。当缺陷方向平行于磁力线时,磁力线就不能泄漏出工件表面,只有当磁力线与缺陷延展方向互相垂直或成一定夹角时,缺陷才能显示出来。
如缺陷离工件表面较深,磁力线虽然也能形成弯曲,但还不致于暴露在工件表面之外,则不会产生较大的“漏磁埸”,因此此刻的缺陷显示可能较弱或完全不显示。
二、设备的主要技术指标
检测名称:轴承滚子
尺寸:工件直径:20-120mm
工件长度:25-120mm
(可据客户工件尺寸确定电流大小及其它)
磁化方式:?周向磁化、纵向磁化和复合磁化
磁化电流:
周向电流 AC?? ?0-2000A(有效值)?连续可调?带断电相位控制功能;
纵向电流 AC? 0-1500A(有效值)连续可调?带断电相位控制功能;
探伤节拍:8S/件
探伤灵敏度:工件表面用A型7/50试片贴面,清晰显示;
电源:三相四线 ?380V? ±10% ?50HZ约100A/相
暂载率: ≥20%
三.结构形式
该机为机、电分立结构,主要由磁化电源控制柜、磁化装置、上料装置、不锈钢输料机构、磁悬液喷洒及回收系统等部分组成。
下部装有输出磁化电流的周、纵向主变压器、互感器、连接铜排、气动元件安装板、不锈钢集液槽、储液箱等。
上部装有、气缸输料机构、给料输送机构、周向磁化电极、纵向磁轭线圈、磁悬液喷液器等。上料滑道、电机输料机构,能平稳的将工件输送至两磁化电极之间,并精确定位。电极轴的夹紧动作是由两只气缸驱动来实现的。
3.磁悬液喷洒及回收系统
磁悬液喷洒及回收系统由集液槽、储液箱、抽液泵、搅拌器、输液管和喷液器组成。其中储液箱为独立整体,箱盖上装有抽液泵,进行磁悬液的抽液和搅拌。为了使磁悬液不产生吸附沉淀,储液箱与集液槽均采用非磁性材料不锈钢制成。
四.搬运、开箱和安装前的准备
1.搬运
本机分两只包装箱,分别包装电源柜和夹持装置。包装好的箱子可用铲车或吊车直立搬动到指定地点,搬动时不可倒置。
2.开箱
开箱时应按照装箱单检查设备、附件、备件是否齐全,机器突出部位有无损坏。
3.安装
安装前的准备
本机安装时,将设备平稳放置在混凝土地面上,把电源柜摆放在主机的左侧,并将它们之间的距离调整到适当位置。
安装前应认真擦去裸露金属表面的防锈油,擦净后在外露的无涂层金属表面抹上一层机油。
打开夹持装置门板,检查导线、走线槽和电机有无受潮,接线有无松动、脱落,机内配电板上有无导线脱落,检查各输液管和回液管有无松动、脱落、断裂,如有异常必须及时处理。
打开电源柜门板,检查内部元器件、印制板,接线端子等在运输过程中有无受潮、松动,并检查导线有无脱落,如有应及时排除。
将储液箱里外清洗干净,配置20升磁悬液通过过滤网加入储液箱(亦可从磁化装置上部加入),并定期补加。
将三相电源和气源布置到探伤机摆放位置,在设备附近应设置合适的电源总开关和气源开关(压缩空气应先作干燥处理后才能送入设备)。
五.设备安装注意事项
本设备应在清洁干燥,无粉尘,无污染,无腐蚀性气体,通风良好的环境中放置和使用, 避免阳光直射和剧烈冲击碰撞。
本设备适应环境温度:-10°C~+40°C,相对湿度:≤85%。
电源接线必须符合该机所示相序。并且电源进线截面应 ≥ 6mm2。 启动电源后,首先查看水泵电机上部所标箭头应与转动方向一致,否则调换二相线相序。
使用本设备在安全上必须注意的问题:
1.设备的外壳必须具有良好的接地!!!
2.探伤机在进行磁化操作时会对外辐射较强磁场,对某些不能在强磁场中工作的仪器和设备,必须移开或加强屏蔽。
3.电网中不应存在有强烈的中频干扰,以免损坏电器元件,影响设备正常工作。
六.设备的操作
?1.磁悬液的配制
水剂磁悬液的配制
磁粉:4-5克/升水
分散剂:0.2% 检查液重量
防锈剂:0.5% 检查液重量
油剂磁悬液的配制
应使用无味煤油或磁粉探伤专用载液)
磁粉:3-4克/升无味煤油
2.磁化电流的选择
周向磁化电流一般可以下式计算
连续法:I=10D~20D
剩磁法:I=20D~30D
式中??? ?I-为电流值A
D-试件直径或最大宽度(mm)
纵向磁化时由灵敏度试片试验确定
以上为推荐数值,如果试件有特殊要求时,I与D、H的关系可由灵敏度试片试验确定。
轴承滚柱复合磁化磁粉探伤机
1.用途
CJE-2000轴承滚柱磁粉探伤机,是固定式、机电分立型交流半自动湿法磁粉探伤设备。它根据磁化原理设计制造而成,
1、满足轴承滚柱探伤工艺要求:
2、符合JB/T8290-1998《磁粉探伤机》标准。
适用于机械、汽车、航空、内燃机、铁道等行业对铁磁性材料制成的规则圆柱形零件的无损检验。能发现零件外表面及近表面因铸造、锻压、拉伸、淬火、研磨、疲劳而产生的裂痕以及夹渣等极细微的缺陷(深离零件表面的缺陷不可用此法检查)。。并配有周向磁化旋转机构,有效增大电极与工件接触面,从而避免了工件的打火烧伤的发生。
2.原理
该机以小型工业可编程序控制器(PLC)为核心,对系统的机械程序动作,如上料、输料、工件夹紧、喷洒磁悬液、磁化、松夹、机械手抓料、工件旋转用放大镜等动作进行控制,能按规定程序完成除缺陷观察以外的全部探伤过程,即可自动操作,又可手动单步操作。
该设备对工件的磁化采用复合磁化方式, 即周向磁化和纵向磁化相配合,可一次性检测出磁场范围内工件表面的全方位缺陷。 周向磁化采用通电法,纵向磁化采用磁轭法,对工件进行磁化。周向磁化和纵向磁化均使用 50Hz 工频交流电作为电源,两路电压的相位相差120o。工件在复合磁化时,由失量分析可知,在工件的表面将形成一个随时间变化的椭圆形旋转磁场。只要选择合适的磁化电流强度,就能使工件表面获得较均匀的磁场分布。
???该设备磁化电源的主电路采用可控硅无节调压电路,利用隔离主变压器以低电压大电流方式输出,对工件进行周、纵向交流复合磁化,从而一次性探伤就可检查出工件表面和近表面因锻压、拉伸、淬火、研磨、疲劳而引起的裂痕及夹渣等细微缺陷。
?控制电路采用集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小,磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于单方向磁化时的剩磁法探伤,周向磁化设有接触电阻检测电路,当电极和工件之间接触电阻增大时会自动检测,从而避免了打火烧伤工件现象的发生。
?本机的周向和纵向输出电压低于36V,因此不会对人体构成电的伤害。
3.磁粉探伤基本原理
自然界中磁力线总能保持其连续性。当铁磁性工件放在使其饱和的磁场中时,磁力线便会被引导通过工件。如果磁力线遇到工件材料上的不连续(即裂纹、夹渣、气孔等缺陷),而磁力线为了保持自己的连续性,则必须绕过这些缺陷。
?若这些缺陷位于材料的表面或近表面,但由于工件中的磁力线已达到饱和状态,则磁力线就会绕过这些磁导率较低的(磁阻较大)区域而泄漏出工件表面形成“漏磁埸”。这样在缺陷的两侧便会产生磁极,将磁粉(或磁悬液)喷洒于有缺陷工件表面,则缺陷磁极吸引磁粉,便可形成明显可见的线状或点状堆积。
???必须说明,工件经磁化后并不是所有的缺陷都能显示。当缺陷方向平行于磁力线时,磁力线就不能泄漏出工件表面,只有当磁力线与缺陷延展方向互相垂直或成一定夹角时,缺陷才能显示出来。
如缺陷离工件表面较深,磁力线虽然也能形成弯曲,但还不致于暴露在工件表面之外,则不会产生较大的“漏磁埸”,因此此刻的缺陷显示可能较弱或完全不显示。
二、设备的主要技术指标
检测名称:轴承滚子
尺寸:工件直径:20-120mm
工件长度:25-120mm
(可据客户工件尺寸确定电流大小及其它)
磁化方式:?周向磁化、纵向磁化和复合磁化
磁化电流:
周向电流 AC?? ?0-2000A(有效值)?连续可调?带断电相位控制功能;
纵向电流 AC? 0-1500A(有效值)连续可调?带断电相位控制功能;
探伤节拍:8S/件
探伤灵敏度:工件表面用A型7/50试片贴面,清晰显示;
电源:三相四线 ?380V? ±10% ?50HZ约100A/相
暂载率: ≥20%
三.结构形式
该机为机、电分立结构,主要由磁化电源控制柜、磁化装置、上料装置、不锈钢输料机构、磁悬液喷洒及回收系统等部分组成。
- 磁化电源控制柜
- 磁化装置
下部装有输出磁化电流的周、纵向主变压器、互感器、连接铜排、气动元件安装板、不锈钢集液槽、储液箱等。
上部装有、气缸输料机构、给料输送机构、周向磁化电极、纵向磁轭线圈、磁悬液喷液器等。上料滑道、电机输料机构,能平稳的将工件输送至两磁化电极之间,并精确定位。电极轴的夹紧动作是由两只气缸驱动来实现的。
3.磁悬液喷洒及回收系统
磁悬液喷洒及回收系统由集液槽、储液箱、抽液泵、搅拌器、输液管和喷液器组成。其中储液箱为独立整体,箱盖上装有抽液泵,进行磁悬液的抽液和搅拌。为了使磁悬液不产生吸附沉淀,储液箱与集液槽均采用非磁性材料不锈钢制成。
四.搬运、开箱和安装前的准备
1.搬运
本机分两只包装箱,分别包装电源柜和夹持装置。包装好的箱子可用铲车或吊车直立搬动到指定地点,搬动时不可倒置。
2.开箱
开箱时应按照装箱单检查设备、附件、备件是否齐全,机器突出部位有无损坏。
3.安装
安装前的准备
本机安装时,将设备平稳放置在混凝土地面上,把电源柜摆放在主机的左侧,并将它们之间的距离调整到适当位置。
安装前应认真擦去裸露金属表面的防锈油,擦净后在外露的无涂层金属表面抹上一层机油。
打开夹持装置门板,检查导线、走线槽和电机有无受潮,接线有无松动、脱落,机内配电板上有无导线脱落,检查各输液管和回液管有无松动、脱落、断裂,如有异常必须及时处理。
打开电源柜门板,检查内部元器件、印制板,接线端子等在运输过程中有无受潮、松动,并检查导线有无脱落,如有应及时排除。
将储液箱里外清洗干净,配置20升磁悬液通过过滤网加入储液箱(亦可从磁化装置上部加入),并定期补加。
将三相电源和气源布置到探伤机摆放位置,在设备附近应设置合适的电源总开关和气源开关(压缩空气应先作干燥处理后才能送入设备)。
五.设备安装注意事项
本设备应在清洁干燥,无粉尘,无污染,无腐蚀性气体,通风良好的环境中放置和使用, 避免阳光直射和剧烈冲击碰撞。
本设备适应环境温度:-10°C~+40°C,相对湿度:≤85%。
电源接线必须符合该机所示相序。并且电源进线截面应 ≥ 6mm2。 启动电源后,首先查看水泵电机上部所标箭头应与转动方向一致,否则调换二相线相序。
使用本设备在安全上必须注意的问题:
1.设备的外壳必须具有良好的接地!!!
2.探伤机在进行磁化操作时会对外辐射较强磁场,对某些不能在强磁场中工作的仪器和设备,必须移开或加强屏蔽。
3.电网中不应存在有强烈的中频干扰,以免损坏电器元件,影响设备正常工作。
六.设备的操作
?1.磁悬液的配制
水剂磁悬液的配制
磁粉:4-5克/升水
分散剂:0.2% 检查液重量
防锈剂:0.5% 检查液重量
油剂磁悬液的配制
应使用无味煤油或磁粉探伤专用载液)
磁粉:3-4克/升无味煤油
2.磁化电流的选择
周向磁化电流一般可以下式计算
连续法:I=10D~20D
剩磁法:I=20D~30D
式中??? ?I-为电流值A
D-试件直径或最大宽度(mm)
纵向磁化时由灵敏度试片试验确定
以上为推荐数值,如果试件有特殊要求时,I与D、H的关系可由灵敏度试片试验确定。
相关产品推荐
-
 轴承滚子磁粉探伤机报价_轴承滚子磁粉探伤机供货商_轴承滚子磁粉探伤机
轴承滚子磁粉探伤机报价_轴承滚子磁粉探伤机供货商_轴承滚子磁粉探伤机
-
 供应钢瓶荧光磁粉探伤机厂价_钢瓶荧光磁粉探伤机供货商_荧光磁粉探伤机
供应钢瓶荧光磁粉探伤机厂价_钢瓶荧光磁粉探伤机供货商_荧光磁粉探伤机
-
 供应螺栓磁粉探伤机价格_螺栓磁粉探伤机厂价直销_螺栓磁粉探伤机供货商
供应螺栓磁粉探伤机价格_螺栓磁粉探伤机厂价直销_螺栓磁粉探伤机供货商
-
 供应传动轴半轴荧光磁粉探伤机供货商_传动轴半轴荧光磁粉探伤机厂价直销
供应传动轴半轴荧光磁粉探伤机供货商_传动轴半轴荧光磁粉探伤机厂价直销
-
 供应CDX-II磁粉探伤仪价格_CDX-II磁粉探伤仪厂价直销
供应CDX-II磁粉探伤仪价格_CDX-II磁粉探伤仪厂价直销
-
 供应黑红磁粉荧光磁粉_黑红磁粉荧光磁粉报价_黑红磁粉荧光磁粉厂价批发
供应黑红磁粉荧光磁粉_黑红磁粉荧光磁粉报价_黑红磁粉荧光磁粉厂价批发
-
 轴荧光磁粉探伤机供货商_轴荧光磁粉探伤机生产厂家_轴荧光磁粉探伤机
轴荧光磁粉探伤机供货商_轴荧光磁粉探伤机生产厂家_轴荧光磁粉探伤机
-
 微机控制荧光磁粉机_微机控制荧光磁粉机价格_微机控制荧光磁粉机供货商
微机控制荧光磁粉机_微机控制荧光磁粉机价格_微机控制荧光磁粉机供货商
-
 供应磁粉探伤用紫外线灯厂价_磁粉探伤用紫外线灯供货商_磁粉探伤紫外灯
供应磁粉探伤用紫外线灯厂价_磁粉探伤用紫外线灯供货商_磁粉探伤紫外灯
-
 供应拉铆钉荧光磁粉探伤机报价_拉铆钉荧光磁粉探伤机供货商批发报价
供应拉铆钉荧光磁粉探伤机报价_拉铆钉荧光磁粉探伤机供货商批发报价