



厂商 :山东曼富机电设备有限公司
山东 聊城市- 主营产品:
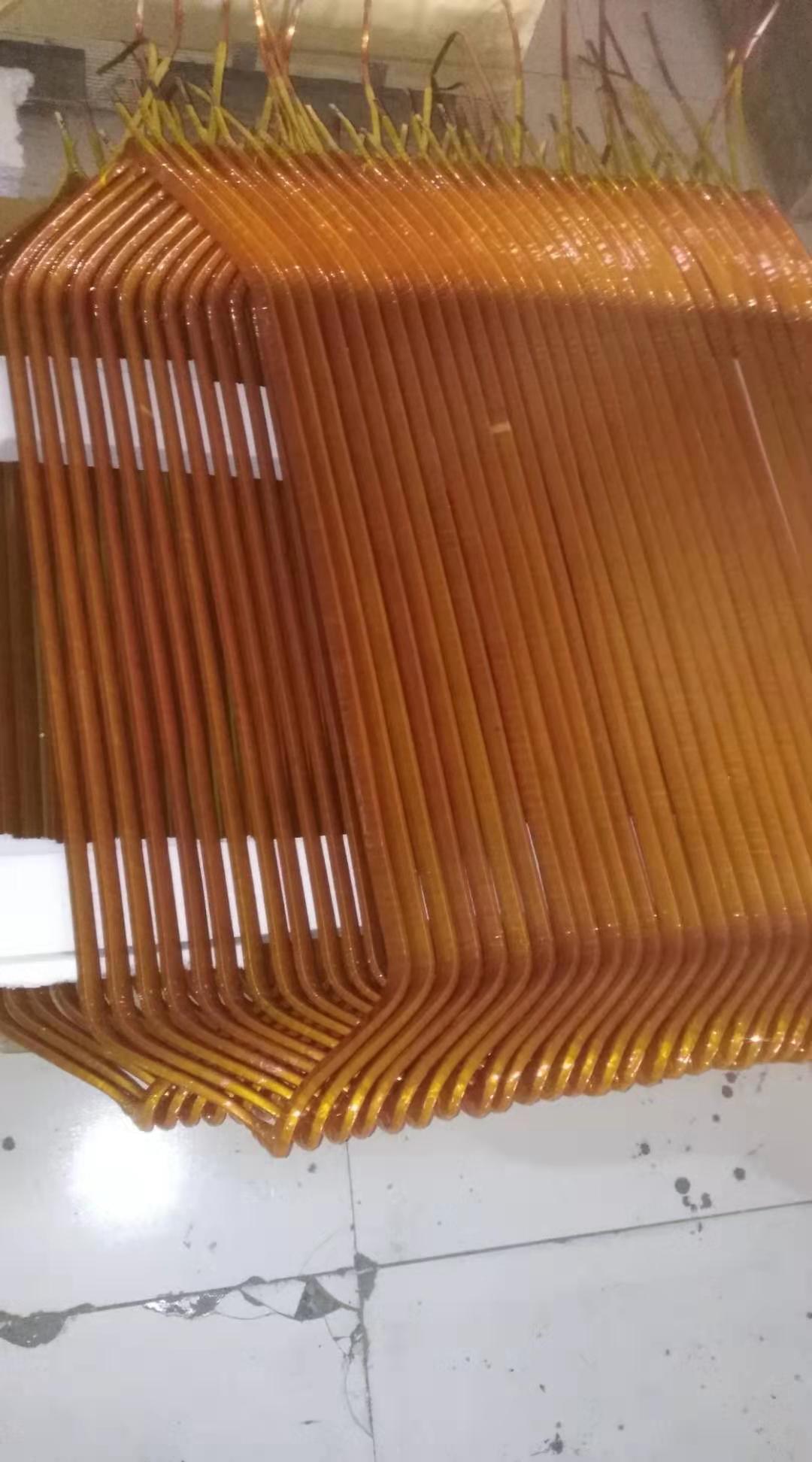
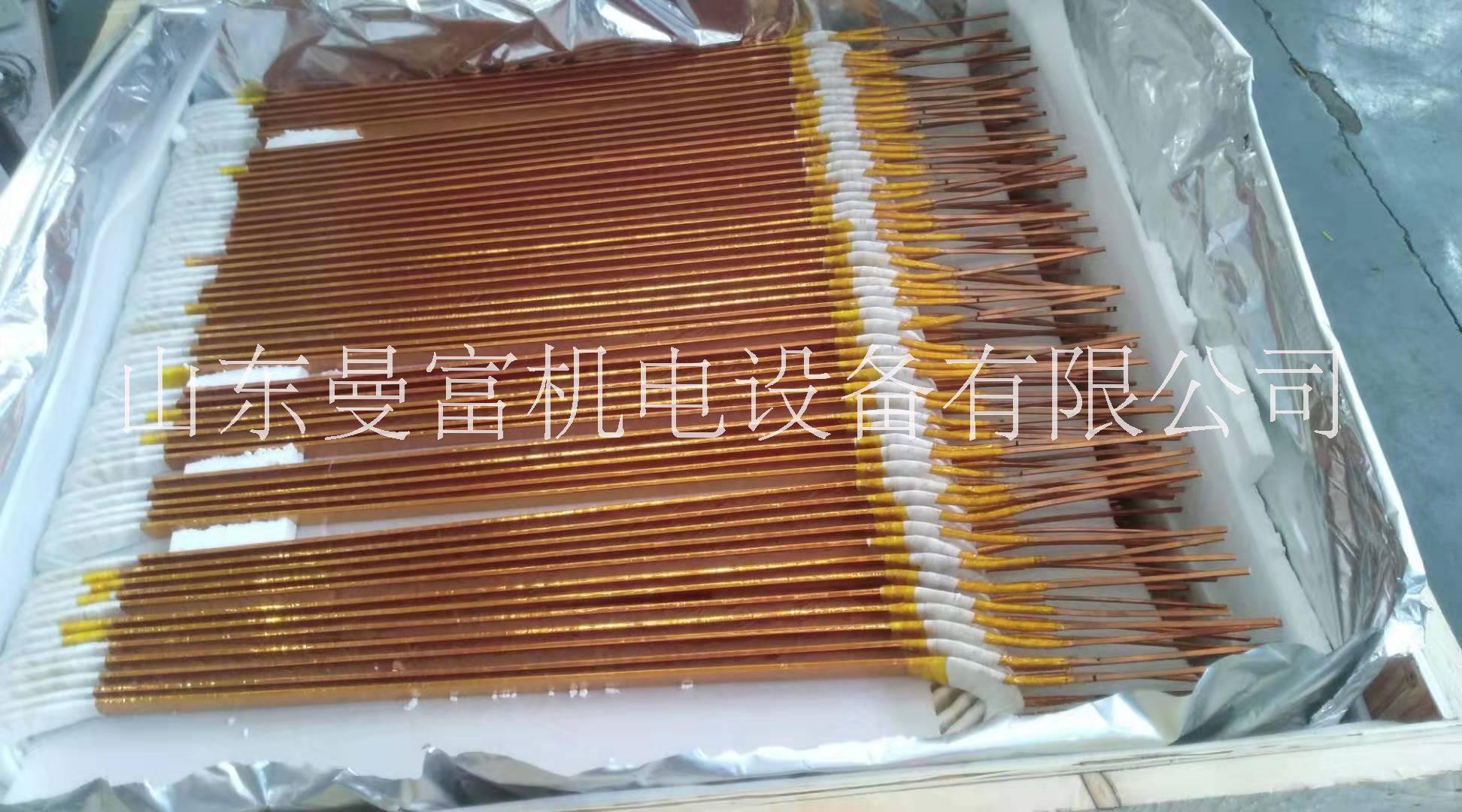
- 高压线圈
- 电动机线圈
- 发电机线圈

山东曼富机电有限公司座落在山东省聊城市工业园区,交通极其便利。 公司拥有先进的检测设备,同时拥有先进高压电机线圈制造设备。 主要生产各种型号高压电机线圈,扁铜线,亚胺薄膜绕包线,绝缘材料及电机维修周边材料。我们以巨资引进国内先进的生产设备和生产工艺,在技术上以国内著名电机科研机构为依托,注重专业人才的培养.逐步跻身于同行业的前列。 曼富机电有限公司以优质的品质、完善的服务、踏实作风、艰苦勤奋的足迹奠定了事业的根基,多年来公司一直秉承着“品质超群.双赢互利”的企业使命,以市场为导向.以品质求发展,以管理求效益.以科技求创新是我们永恒的追求! 曼富电机生产的不仅是产品,更是文化。 欢迎各界朋友与我公司真诚合作,互创双赢,共谋发展! 公司加工1140V/3300伏、6000伏、10000伏各种容量电机成型线圈,变压器绕包线圈,直流电机线圈。可按客户图纸或技术参数制造防电晕高压电机成型线圈。线圈电压等级:3.3kv、6kv、10kv、10.5kv。线圈耐热等级:B级、F级、H级。绝缘等级F级交流电动机匝间绝缘,一直受到公司关注及重视,力求寻找一种绝缘厚度薄、电气与机械强度高、耐电晕性好的匝间或导线绝缘。使制作出来的高压成型线圈具有良好的耐电晕性和减薄匝间绝缘厚度,提高槽满率。选用TUI无氧铜材为原料(无氧铜杆是不含氧也不含任何脱氧剂残留物的纯铜。但实际上还是含有非常微量氧和一些杂质。按标准规定,氧的含量不大于0.02%,杂质总含量不大于0.05%,铜的纯度大于99.95%。 根据含氧量和杂质含量,无氧铜杆又分为TU1和TU2铜杆。TU1无氧铜杆纯度达到99.99%,氧含量不大于0.001%;TU2无氧铜纯度达到99.95%,氧含量不大于0.002%。),云母带采用5440桐马粉云母带,绝缘漆用1040。绝缘材料选用东绝DMD。制作加工成型线圈用户需要提供:电机型号,铁芯长度,线圈总长,铁芯内径,铁芯外径,槽数,端环内径,匝数,单排,双排,换位。直线长,跨距,1—( )槽,槽深,槽宽,槽契厚度,线规,端环是否移动位置。 防爆电动机故障诊断及排除 (一)电气故障及排除 1.矿用防爆 电动机的绕组烧毁 各类矿用防爆电动机使用场所条件较恶劣,不仅有易燃性气体,还具有很强的腐蚀性, 井下通风条件差,环境温度高、湿度大,绕组易烧坏,主要原因及处理方法: D电机受 潮后未经烘干,在绝缘电阻很低的情况下继续使用,造成绕组烧坏。必须对 受潮电机进行烘干处理; 2)电机风扇损坏, 使电机过热,导致绝缘老化,最后绕组烧坏。因此,损坏的风扇应 及时修理或更换; 3)电机经常 处于超载运行。应安装负载调节器,不可过载运行, 4)电机经常处于起动后单相运行。应及时检查电源是否有缺相故障; ” 5) 防爆面严重腐蚀和破坏,使井内易燃易爆气体进入机体内燃爆。要加强维护,不便 防爆面损伤; 6)更换绕组时, 线径选用过细或接错线,造成绕组过热而烧毁。要认真做好原始记 录,选择正确导线。 2.防爆 电机更换定子绕组 大、中容量电动机,如JB、IJB 系列防爆电动机,这类电动机定子绕组为成型线圈,均 用双玻璃丝扁铜线绕制而成,为此,在更换这类电动机定子绕组时,通常采用全粉全固化模 压或液压工艺,或采用全粉半固化模压或液压工艺,不再用原先老式的复合绝缘或浸沥青胶 处理工艺。 (1) B级或F级绝缘的全粉全模压绕组一 般选用双玻璃丝浸漆扁铜线(有B、F、H级),主绝缘B级一般用5438-1 粉云母带,规格0.14 x 25mms柳绝缘为0.2~0.25mm厚的 “DMD"三合B级绝缘纸: 槽楔及热条选用B级酚醛板和环氧玻璃布板,F级栖绝缘以环氧 二莱醚玻璃云母销及“NMN"复合箱为宜;糖楔以F级环气板为主,包扎带普迦采用F级 570号桐马粉云母带及8301号桐马环氧粉云母带;浸渍漆通常B级选1038号漆,F级可用155及 155-1漆或F级无溶剂漆及其他下、H级漆等均可。 (2) 全粉半固化模压范缘工艺 1)匝间绝缘。 低压B、F级定子线圈不另包绕匝间绝缘,以 电磁线本身双玻璃丝浸溱 的绝缘为匝间绝缘,3及6kV级防燥、隔爆高压定子线圈匝间绝缘可选主绝缘粉云母带或 用0.1 x 25的无碱玻璃丝带或用0.05 x (20~25)的聚酰亚胺薄膜带均可,均隔匝1/2叠包一 层, 2)拉、涨型。低压电机定子绕圈绕完梭型后只经拉型,不整型,而高压线圈拉、涨型 后,需在专用整形模上整形, 3)白坯线圈浸烘。高、低压定子线圈拉型后进烘箱预烘,B级的预烘温度为115士5C、 F级为130士5C;对于高压电机线圈匝间包同等级的粉云母带,不预烘和不浸漆。预烘出烘 箱后在60~70C浸漆,滴漆后再进烘箱,温度同预烘温度。当浸漆烘烤后的线圈外包的保护 白布带漆膜半固化程度时可出炉,这样容易剥保护带; 4) 包扎对地绝缘。B、F级低压线圈直线部分1/2盛包粉云母带-一层, 3kV级则为1/2 叠包5~6层,6kV级包9~11层; 5)直线部分模压。 低压圈放入初温在95°C左右的热压模里,施半压压紧线圈,升温到 135+50 (B级)、155+5C (F级)温度时再施全压,热压25min; 对于3kV及6kV级的 在同上温度下入模和升温,B、F级各升至135主5C、 155土5C下施全压,保温热压,3kV 为45~60min; 61kV为60~90min。 热压后线圈出模放在掏线架上: 6)包扎端部绝缘。 低压线图端部平包一层粉云母带和直线部分搭接好,高压绕组端部 粉云母带层数比直线部分少一层,均为1/2盛包,搭接处按圆锥体方式搭接好。端部最外层再 1/2查包一层0.1 x25的无碱玻璃丝带,最后一圆用尼龙丝同上圈活上作收口以防带子松散。 再在最外层刷一层绝缘漆浸透无碱带; 7) 嵌线。包好端部的半固化成型线图后,必须在一周时间内嵌入槽内,否则,在室温 下要自然固化,造成嵌线时端部绝缘龟裂: 8)整体浸供。 定子绕组嵌接线和焊接完后,在115C下预热4~6h出烘箱,降温至 60~70C时浸漆,滴漆后入供箱,B级在135 士5C、F级在155士5C下烘烤16~20h,使绝 缘和整体漆膜固化完好。 (3)全粉全固化绝缘工艺适用于 8级及以上的高压防爆隔爆电机定子菌式成型绕组不 吊把嵌线。绕梭形及白坯浸烘工艺同半固化工艺。 1)包主绝缘时直线及端部采用连续统 包粉云母带,包法及层数同半固化线圈。 2)热压。 热压方法、温度及时间同半固化的高压线圆。热压后所有线圈进供箱在160C 下经3~ 4 h烘焙处理。 3)嵌线。全固化线圈因端部也固化,所以必须采用“全粉全固化不吊把脱线法”。不 吊把嵌线也叫不翻把嵌线。如图4-25所示。 这种全粉全固化不吊把愀线的防爆电机线圈是以一线圈节距作为一个单元阶棚,8极及 以上的多极电机:一般以四个单元组成一个阶梯群, 第一个单元的几把线圈上层边放在垫块上, 垫块是用宽50mm左右、厚0.5~2mm的白钢纸板或环氧布板下角料剪成的, 长度为电机一个节距长,厚度叠成大于或等于半个槽高,外面用玻璃丝带包扎紧,垫块放置在定为嵌线的第一单元的铁心两端的几个槽上。设电机定子铁心槽数Z1=K,节距Y=1~X (图4-25为1~7)。联线顺序: 先从第一单元的槽内开始,放好下层垫条,放到第四单元的最后一 个槽;在第一单元的槽上两侧放好两垫块:第三步开始嵌线,先从第一单元的第一个槽嵌 起,第一个单元第一个槽里的线圈的上层边架在垫块上,暂不人槽,下层边进入槽内,第二单元的线圈下层边逐步入槽,其第一个上层边较第一单元内最后一个线圈上层边略低,接着嵌第三、第四单元内的线圈,到第四单元最后的一只线圈,此时,该最后一只线圈下层边进入槽的下层位置(图中第25槽)。上层边进入槽的上层位置(图中第19槽上面),这只线圈已处于正常位置。其后按正常嵌线法进行嵌线。从图中可以看出,嵌好在槽内的最后一只线圈的上层边在K槽减去4槽的上边,下层边在第二槽下边,现在正在嵌的那只线圈的上层边将嵌在第三槽下边,最后一个线圈为第K只线圈。它上层边在K槽上层,下层边在第六槽下边,最后一只线圈为收把线圈。整个由第一单元到第四单元的二十多只线圈,从第一只上层边起,到第四单元的末一只上层边, 形成一个由高到低的阶梯形的阶梯群;第四步:当整台线圈嵌完后,抽掉垫在第一单元槽上的垫块,用木榔头轻轻敲打1~ 4单元的线圈的上层边,使其连步入槽内。敲打先从第四单元的最后一只线圈的 上层边开始,由右向左敲打;第五步是整台线圈瑞面找齐,即用木榔头敲打两头线圈鼻端,使在整个圆周上伸出铁心以外的端部等长,符合图纸要求。接着将上层垫条一一放入槽内,再压入槽楔。槽楔打入槽后,线圈端部每两只线圈的间隙中垫好适当厚度的工字型垫块,再用绝缘绳同端箍按工艺要求一一扎牢,嵌线完毕。 4)整体浸烘。 全粉全固化线圆嵌线后,整体定子预烘、浸漆及烘焙固化。

高压线圈 电动机线圈 发电机线圈 电磁线 线棒 励磁包

 公司简介
公司简介

 山东曼富机电设备有限公司
山东曼富机电设备有限公司








