



厂商 :江苏中航重工机床有限公司
江苏 南通市- 主营产品:
- 拉弯机
- 弯曲机
- 卷板机
联系电话 :15951415545
商品详细描述
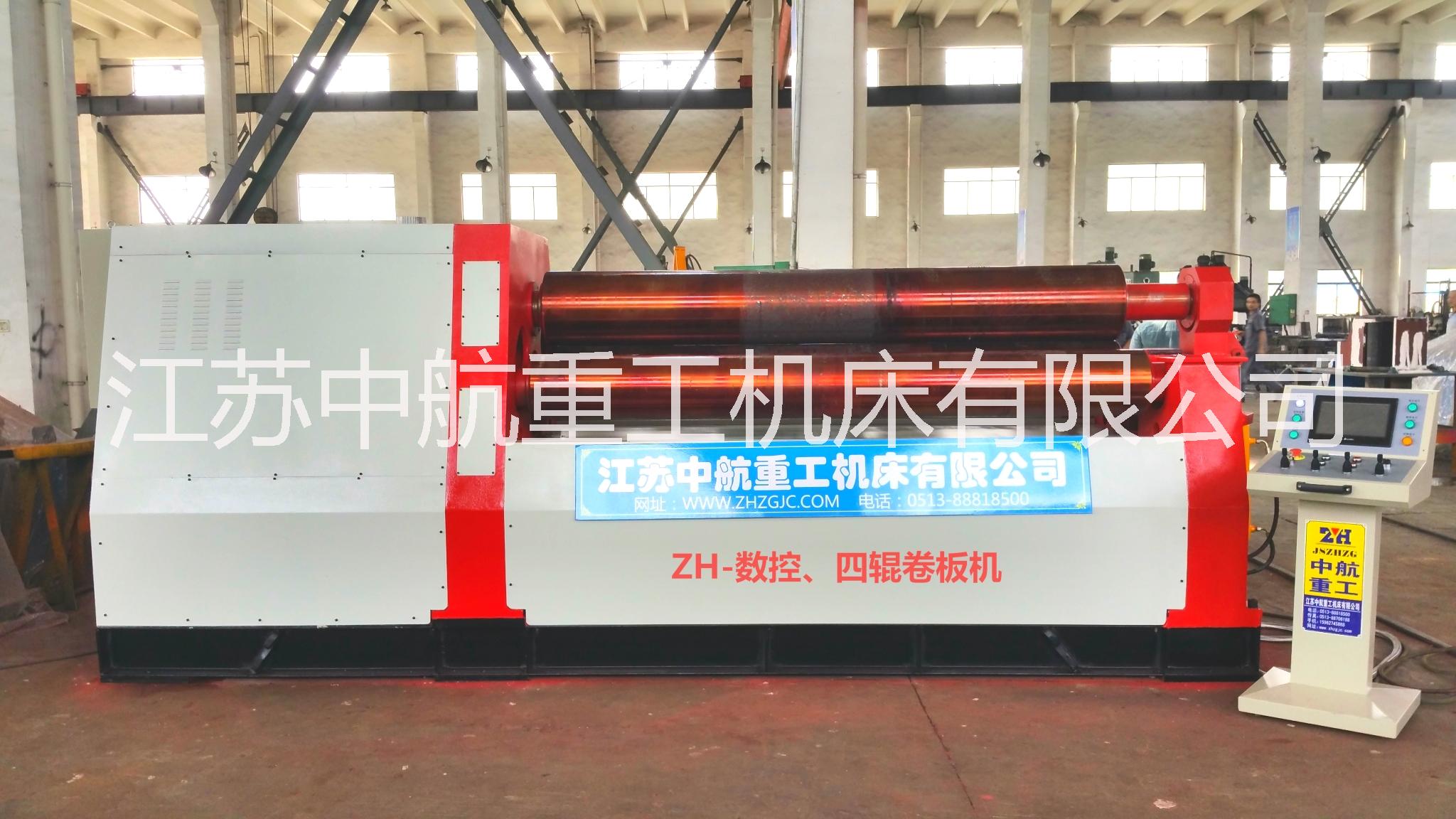
液压式卷圆机液压式卷圆机厂家液压式卷圆机生产厂家

卷板机是一种利用工作辊使板料弯曲成形的设备,可以成形筒形件、锥形件等不同形状的零件,是非常重要的一种加工设备。卷板机的工作原理是通过液压力、机械力等外力的作用,使工作辊运动,从而使板材压弯或卷弯成形。根据不同形状的工作辊的旋转运动以及位置变化,可以加工出椭圆形件、弧形件、筒形件等零件。
国外发展状况
目前,国外zui先进的卷板机制造公司主要有意大利的PROMAUDAVI , MG, FACCIN , BODRINI等,德国的SCHA-FER公司,英国HUGH SMITH,瑞典的ROUNDO,日本的KURI一MOTO等公司。
其中,瑞士的四辊卷板机能加工厚度为250 mm、宽度为4000 mm的板材。国外的弧线四辊卷板机已采用数控控制,优势在于其采用液压驱动,传动效率很高,并且体积小;采用免润滑轴承;卷筒直径小,仅仅为1.1倍上辊的直径;自动匹配上下辊的速度;采用数控机床控制,可以自动生成程序,并且能够进行修正和储存,实现网络控制;能够实现CAD/CAM,以三维动画的形式实时显示。
我国发展状况
20世纪60年代,我国开始研制卷板机,最早出现的卷板机是对称式三辊卷板机侧,它的结构相对简单,不能够使板材端部预弯。到70年代,一些企业对于卷板机的研制初见成效,例如,长冶锻压机床厂成功地研制出了四辊卷板机,能够直接预弯板材端部,但是,结构体积巨大,生产周期长。随后,该企业又研制出了液压水平下调式三辊卷板机和全液压四辊卷板机,能够一次成型筒形件,使得工作效率大大提高了。80年代,国外出现了数字控制的三、四辊卷板机,该机具有工作辊自动调平、下辊倾斜可水平升降等功能。该机结构紧凑合理,重量轻,受到市场的广泛欢迎。随后引进国外的先进技术以及国家的大力扶持,目前,在造船业方向,船用卷板机能够卷制21000mm宽度的零件,上辊能够达到的最大下压力为22000kNa。

全自动四辊卷圆机技术参数
|
最大
卷板厚度
(mm)
|
最大
卷板宽度
(mm)
|
板材屈服极限
(MPa)
|
卷板速度
(m/min)
|
满载最小卷板直径
(mm)
|
上辊直径
(mm)
|
下辊直径
(mm)
|
侧辊直径
(mm)
|
侧辊
最大行程
(mm)
|
侧辊
调整速度
(m/min)
|
主电机
功率
(kw)
|
|
25
|
2000
|
245
|
4
|
800
|
350
|
320
|
280
|
240
|
80
|
22
|
|
20
|
2500
|
245
|
4
|
640
|
350
|
320
|
280
|
240
|
80
|
30
|
|
30
|
2000
|
245
|
4
|
1000
|
400
|
360
|
300
|
240
|
80
|
37
|
|
25
|
2500
|
245
|
4
|
800
|
400
|
360
|
300
|
240
|
80
|
37
|
|
35
|
2000
|
245
|
4
|
1200
|
420
|
380
|
330
|
210
|
80
|
37
|
|
30
|
2500
|
245
|
4
|
1000
|
400
|
360
|
320
|
230
|
80
|
37
|
|
40
|
2000
|
245
|
4
|
1400
|
480
|
400
|
340
|
420
|
80
|
45
|
|
45
|
2000
|
245
|
4
|
1600
|
500
|
450
|
400
|
380
|
80
|
45
|
|
35
|
2500
|
245
|
4
|
1200
|
480
|
400
|
340
|
420
|
80
|
45
|
|
40
|
2500
|
245
|
4
|
1400
|
500
|
450
|
400
|
380
|
80
|
45
|
|
45
|
2500
|
245
|
4
|
1600
|
530
|
480
|
420
|
450
|
80
|
63
|
|
35
|
3000
|
245
|
4
|
1200
|
500
|
450
|
400
|
380
|
80
|
45
|
|
45
|
3000
|
245
|
4
|
1600
|
560
|
500
|
450
|
450
|
80
|
63
|
|
55
|
2500
|
245
|
4
|
2000
|
600
|
550
|
480
|
500
|
78
|
75
|
|
55
|
3000
|
245
|
4
|
2000
|
620
|
560
|
490
|
500
|
78
|
75
|
|
65
|
3000
|
245
|
4
|
2400
|
670
|
600
|
530
|
550
|
78
|
110
|




















相关产品推荐
-
 南通剪板机制造商、厂家电话、报价、供货商【江苏中航重工机床有限公司】
南通剪板机制造商、厂家电话、报价、供货商【江苏中航重工机床有限公司】
-
 江苏剪板机厂家、价格、批发、销售【江苏中航重工机床有限公司】
江苏剪板机厂家、价格、批发、销售【江苏中航重工机床有限公司】
-
 南通折弯机生产厂、电话、热销、价格【江苏中航重工机床有限公司】
南通折弯机生产厂、电话、热销、价格【江苏中航重工机床有限公司】
-
 江苏折弯机厂家直销、热线、经销商、报价【江苏中航重工机床有限公司】
江苏折弯机厂家直销、热线、经销商、报价【江苏中航重工机床有限公司】
-
 江苏数显拉弯机厂家-批发价格-生产厂家-铝型材
江苏数显拉弯机厂家-批发价格-生产厂家-铝型材
-
 南通卷板机价格-厂家-报价-对称式-液压-四轴
南通卷板机价格-厂家-报价-对称式-液压-四轴
-
 【槽钢弯机】优质供应商选择—江苏中航重工机床有限公司 【槽钢弯曲机】
【槽钢弯机】优质供应商选择—江苏中航重工机床有限公司 【槽钢弯曲机】
-
中航重工 四轴卷板机价格 四轴卷板机厂家 卷板机生产厂家
-
 数显拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
数显拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
-
 数显型材拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
数显型材拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】