



厂商 :江苏中航重工机床有限公司
江苏 南通市- 主营产品:
- 拉弯机
- 弯曲机
- 卷板机

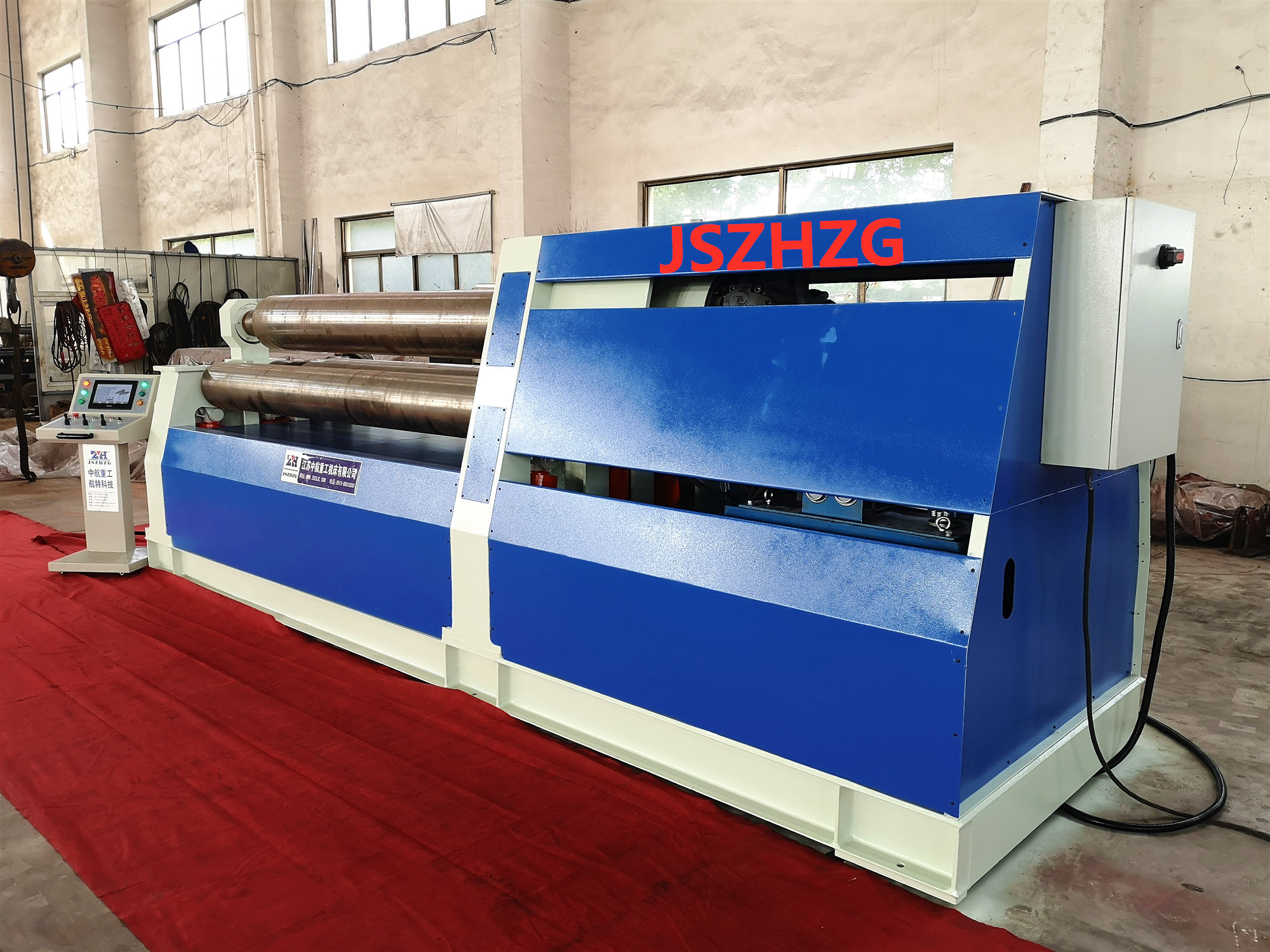
南通卷板机厂家价格 产品覆盖国内、远销海外市场、深受客户好评! 成功案例: 1、国内特大重型弯曲机成功发送国内外客户使用 2、国内特大重型型材弯曲机成功发往海内外公司 3、数控型材弯曲机、数控卷板机成功发往海内外 4、拉弯机。数控型材弯曲机与国内航空公司合作 5、特大重型四辊型材弯曲机、成功发往国内。 6、成功开发伺服数控滚弯机与中外公司合作 7、成功为海外客户定制数控、伺服、智能控制液压拉弯机(波音飞机壳体) 诚信、创新、用心、敬业 ! 网址:www.zhzgjc.com 手机、邮箱:15962745888@163.COM W11S—120×3200上辊万能式卷板机设备规格书 一﹑总述: 该机属于液压型三辊卷板机,用于将钢板卷成圆筒形。 上辊可以垂直升降﹑水平移动。 预弯通过调节上辊,使上辊相对于下辊非对称位置来实现。 滚圆时通过电机、减速机带动两下辊进行。 由于下辊标高不变,所以便于进料和操作。 二、设备的主要技术参数 规格型号 单位 W11S—120×3200 型式 上辊数控(经济型) 加压力 T 1800 最大板幅 ㎜ 3200 辊子工作长度 ㎜ 3250 最大板厚端曲 ㎜ T105×B3200×¢min2400(σs≤245Mpa) 最大板厚中央 ㎜ T120×B3200×¢min2400(σs≤245Mpa) 满载剩余直边长度 ≤2.5倍板厚 上辊直径 ㎜ ¢960 下辊直径 ㎜ ¢600 两下辊中心距 ㎜ 1120 卷板速度 m/min 约4 上辊加压速度 ㎜/min 约120 托辊直径 ㎜ ¢580 托辊数目 根 4 托辊组数 组 1 主电机功率 KW 160 液压电机功率 KW 75 移动电机功率 KW 37 技术参数供参考、最终核定,产品改进,参数变动,谅不另通知。 注:该机以245Mpa为设计标准的产品,如有参数改动,谅不另行通知。 三、工作原理及结构特征 该机械主要由上辊装置、下辊及水平移动装置、托辊装置、主传动系统、翻倒装置、平衡装置、机架、底盘等部分组成。 3.1、上辊装置 上辊装置由主油缸、上辊轴承座、上辊、调心滚子轴承等组成。 上辊呈鼓形以补偿变形产生的部分挠度。 上辊装置用来提供卷制板材的主加压力。 上辊材质为合金钢42CrMo,调质处理,辊身表面机械强化处理,满负荷工作时,挠度不大于(3.05+鼓性补偿量)mm 3.2、下辊及水平移动装置 下辊装置由下辊、下辊轴承座、下辊输入齿轮、下辊滑动轴承等组成。 下辊为45#钢锻件,调质处理,辊身表面机械强化处理满负荷工作时,挠度不大于4.36mm。 下辊装置为卷制板材提供正反扭矩。 水平移动装置由水平移动电机提供动力,通过蜗轮蜗杆箱、涡轮蜗杆、丝杆丝母机构带动上辊装置的水平移动,实现板材的非对称卷制。 上辊部件水平移动,实现工件的预弯,以及非对称卷制。 3.3、托辊装置 托辊装置由托辊、蜗轮蜗杆机构、斜楔机构等组成。 托辊材质为45钢,调质处理,硬度低于下辊辊子的表面硬度,且表面车削螺旋槽,有效防止了下辊的氧化皮、杂质损坏下辊的工作表面。 托辊共一组四根,根据卷制板材规格的负荷大小,进行上下调节。 3.4、主传动系统 主传动装置由主电机、三角皮带、齿轮减速箱、制动器等组成,输出齿轮驱动两只下辊齿轮。主传动可以正反转,为板材的卷制提供卷制扭矩。 3.5、翻倒装置 翻倒装置由销轴、滑枕、翻倒油缸、支座等组成。 翻倒油缸活塞杆镀铬处理。 翻倒装置的翻倒,便于制品沿辊子轴方向取出。 3.6、平衡装置 平衡装置由两根拉杆和平衡梁组成。 平衡装置在翻倒侧架翻倒后,压住上辊的尾部,保持上辊的平衡。 3.7、机架 机架体为焊接件。用于安装主液压缸,并带动上辊部件作水平移动。 3.8、底盘 底盘为箱式焊接结构,退火处理。用于安装各部件。 四、液压系统 液压系统由齿轮泵、阀组、流体连接件、液压辅件等组成。 液压阀选用叠加阀系列,管路布置简洁、维护调试方便。 系统由三种回路组成,超压保护及压力调节回路、同步回路、速度回路组成。 压力调节回路通过主溢流阀调节系统工作压力。系统工作压力19.5MPa。 同步回路通过分流节流阀对上辊的上升、下降粗步分流同步,节流阀进行上、下调节;位移传感器检测,上辊同步精度±0.15mm。 速度回路控制翻倒侧机器的翻倒、复位,通过节流阀进行回路节流速度的调节。 五、润滑装置 本机的润滑由油池、黄油枪、稀油枪来实现。各润滑点供油方式如下: 黄油枪:上辊两轴承座与机架垂直导轨面 托辊调整装置、斜铁及铜丝母等 下辊轴承 托辊轴承 上辊轴承(翻倒侧) 下辊齿轮和减速机输出齿轮 油池:主减速机 水平移动用蜗轮蜗杆减速机 水平移动用蜗轮蜗杆机构 稀油枪:翻倒油缸活塞杆顶部 六、电气控制系统 6.1总体概述 设备电控系统由电控柜、操作控制台、手持按钮盒组成。 本机控制电器(包括PLC)均安装在配电柜内。采用屏幕数据显示,操作方便。主电路采用三相380V/50Hz交流电,NC控制输入电路采用24V直流电,控制输出回路采用220V/50Hz交流电。一台主电机驱动下辊旋转,一台电机驱动上辊水平移动,一台电机驱动一套液压泵站,具有短路过热保护。主要原器件采用国内著名厂产品。严格按照国家标准制作,结构布置合理,具有必要的安全保护措施。 控制柜上设有制品卷制过程的全部控制按钮、指示灯、可编程触摸显示器等,对整机的卷制工作状态监视、操作控制。 6.2各种保护 各电机均有相应的断路器作过电流短路保护; 各电机均有相应的热继电器作过负荷保护; 上辊水平移动、托辊升降均有相应的限位开关作极限保护; 翻倒缸的翻倒、复位分别设有上、下限位开关极限保护; 总电源断路器有分励脱扣器,在操作台及翻倒支架侧均有“急停”按钮以远程切断总电源。 6.3各种互锁 翻倒架充分的复位后,上辊升降、前后移动、下辊正反转、托辊升降等动作方可进行(以“翻倒架复位”限位开关作检测); 上辊位于上位时,上辊水平移动、翻倒侧单独下降不可进行(“上辊上位”限位开关作检测); 上辊压力继电器工作压力大于1/3P时,上辊不可前后移动,托辊不可升降(压力继电器作检测); 6.4故障指示 电机过载时,故障指示灯提示; PLC发生故障时,故障指示灯提示。 七、数控控制系统 数显系统具有卷制过程的实时监控、数据传输和断电记忆等功能。 实时监控: 显示器屏幕上显示上辊主油缸上下的位移量Y、上辊水平移动量X。 到位控制功能: 显示屏上的数字和功能键对工艺参数进行设定,可以实现上辊上下、水平移动量的到位控制。 八、设备技术特色 8.1、鼓形上辊,下辊下部托辊配合调节,高精度的制品直线度 采用鼓形上辊,上辊鼓形预置量一般为辊子均布载荷的70%来预置;较小直径的下辊,下辊的下部有上下可调节的托辊支撑。根据卷制制品的负荷,调节下辊下部的托辊,大大提高了制品的直线度。 卷制厚板情形 卷制薄板情形 卷制厚的板材,下辊下部的托辊向上调节; 卷制薄的板材,下辊下部的托辊向下调节; 制品形状:“荷包口”t值很小,制品 制品形状 :不可能出现“束腰状”, 制品直线度高。 直线度高。 8.2、后方弯曲卷制,高精度制品圆度 上辊万能式卷板机采用后方弯曲(板材送进的方向与上辊移动的方向相反),上辊一边压下,下辊一边旋转,连续弯曲,板材的端部预弯直接加压预弯,避免了前方弯曲后角的产生,而且可以控制剩余直边的长度、形状。 一般三辊非对称式采用前方弯曲,先对板材的两端部预弯,然后对称卷制成形,需要熟练的操作员工,制品出现后角,且剩余直边的形状难以控制。 A、上辊万能式卷板机 B、三辊非对称式(上辊水平调整式、下辊水平调整式、弧形下调式、四辊卷板机等) 上辊一边压下,下辊一边旋转 先对板材的端部进行预弯,然后对称进行卷制。 板材的端部,采用直接加压式预弯 下辊正反转,先预弯,后卷制 制品形状:制品不存在后角,剩余直边的端部控 制品形状:制品存在后角,剩余直边的端控制在 制在部标准圆上,制品的圆度高。 标准圆上比较困难,制品的圆度不高。 8.3、减小制品错边量 上辊万能式卷板机减少制品错边量采取了以下措施: ①卷板机增加纵向对料装置; ②两下辊、两下辊中心距尺寸精度、形位公差作为关键工序控制; ③上辊的同步电液结合,采用反馈系统,自动调平。 上辊油缸的行程位移传感器检测,控制器比较,高、低电平给可编程控制器,控制上辊两端电磁换向阀电磁铁,不断反馈比较,同步精度控制在±0.20mm范围之内。 8.4、设备的主要特长 ①、高精度的端部预弯 端部预弯时,通过上辊的水平移动量的大小来改变,能够自由的控制直边长度;上辊直接加压,控制直边的形状,实现高精度的端部预弯。 ②、制品精度超群 通过调节托辊,可使薄板到厚板这一个广泛的范围内能够卷制出高的圆度和直线度的理想制品。 九、主要配置及产地 项目 材料、型号(式) 生产厂家 备注 轴承 双列调心轴承 瓦房店轴承厂 上辊 42CrMo 江苏南京 下辊 45# 底盘 Q235A 江苏中航 数控镗铣床加工 侧机架 Q235A 江苏中航 数控镗铣床加工 电机 南通 减速机 圆柱齿轮减速机(主传动)/ 蜗轮减速机 南通 电 气 系 统 PLC可编程控制器 欧姆龙 触摸屏 加拿大特维 位移传感器 编码器 液 压 系 统 液压泵 齿轮泵 合肥长源 液压阀 山西榆次油研有限公司 主油缸 江苏南通 十、卷制工艺 第一步:送进板材,对料; 第二步:上辊水平移动至-X位置,下降至Y1位置;下辊反转,使钢板至成形位置。 第三步:下辊一边正转,上辊一边压下; 第四步:上辊压下至Y2位置停止,下辊连续正转; 第五步:至板材的端部停止,上辊压下Y3停止,对板材的端部直接加压预弯; 第六步:上辊提升Y2-α,水平移动+X位置,压下相同位置Y2,下辊正转; 第七步:至板材的端部停止,上辊压下Y3位置停止,对板材的端部直接加压预弯; 第八步:上辊移至X=0,压下至Y4位置,下辊正反转,进行补偿弯曲。


拉弯机 弯曲机 卷板机 弯弧机 顶弯机 剪板机 折弯机 校平机

 公司简介
公司简介

 江苏中航重工机床有限公司
江苏中航重工机床有限公司
-
 南通剪板机制造商、厂家电话、报价、供货商【江苏中航重工机床有限公司】
南通剪板机制造商、厂家电话、报价、供货商【江苏中航重工机床有限公司】
-
 江苏剪板机厂家、价格、批发、销售【江苏中航重工机床有限公司】
江苏剪板机厂家、价格、批发、销售【江苏中航重工机床有限公司】
-
 南通折弯机生产厂、电话、热销、价格【江苏中航重工机床有限公司】
南通折弯机生产厂、电话、热销、价格【江苏中航重工机床有限公司】
-
 江苏折弯机厂家直销、热线、经销商、报价【江苏中航重工机床有限公司】
江苏折弯机厂家直销、热线、经销商、报价【江苏中航重工机床有限公司】
-
 江苏数显拉弯机厂家-批发价格-生产厂家-铝型材
江苏数显拉弯机厂家-批发价格-生产厂家-铝型材
-
中航重工 四轴卷板机价格 四轴卷板机厂家 卷板机生产厂家
-
 【槽钢弯机】优质供应商选择—江苏中航重工机床有限公司 【槽钢弯曲机】
【槽钢弯机】优质供应商选择—江苏中航重工机床有限公司 【槽钢弯曲机】
-
 数显拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
数显拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
-
 数显型材拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
数显型材拉弯机供应价格、价钱、报价【江苏中航重工机床有限公司】
-
 【H钢拉弯机】优质供应商选择—江苏中航重工机床有限公司
【H钢拉弯机】优质供应商选择—江苏中航重工机床有限公司