



厂商 :东莞市长安乔日金属材料商行
广东 东莞- 主营产品:
联系电话 :15016882131
商品详细描述


牌号
WF05
产地
台湾
主要金属含量
余量%
品名
钨钛钴类硬质合金
杂质含量
少量%
粒度
少量目
品牌
进口
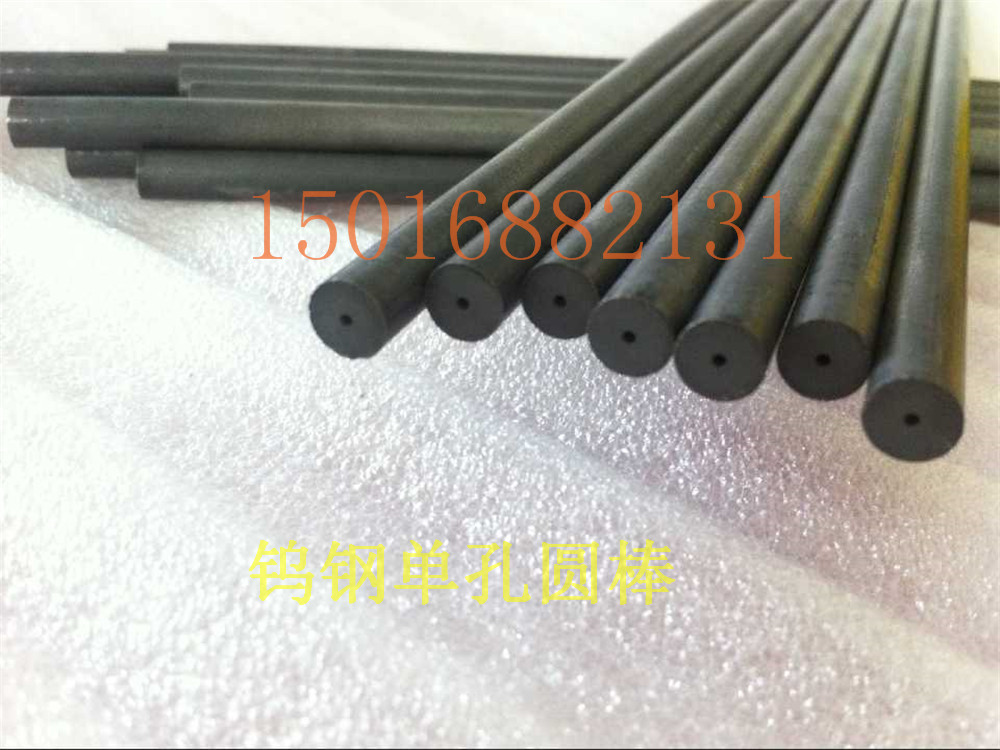
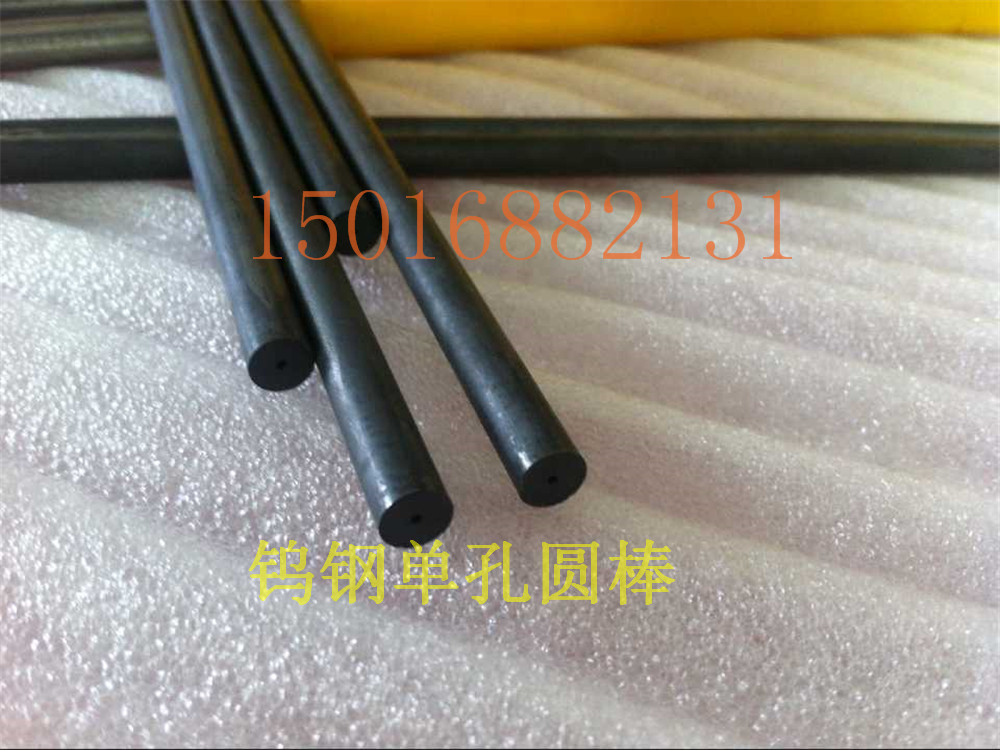
供应耐高温精磨钨钢 WF05硬质合金 春保钨钢WF05
硬质合金板,具有良好的耐久性和耐冲击性强,可用于在硬件和标准的冲压模具
。硬质合金板广泛应用于电子工业,电机转子,定子,LED引线框架,EI硅钢片
等。所有硬质合金块必须检查严格和只有那些没有任何伤害,如孔隙,气泡,裂
缝等才可以运出。
材料性质:
硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。
ⅣB、ⅤB、ⅥB族金属的碳化物、氮化物、硼化物等,由于硬度和熔点特别高,
统称为硬质合金。下面以碳化物为重点来说明硬质含金的结构、特征和应用。ⅣB、ⅤB、ⅥB族金属与碳形成的金属型碳化物中,由于碳原子半径小,能填充于金属晶格的空隙中并保留金属原有的晶格形式,形成间隙固溶体。在适当条件下,这类固溶体还能继续溶解它的组成元素,直到达到饱和为止。因此,它们的组成可以在一定范围内变动(例如碳化钛的组成就在TiC0.5~TiC之间变动),化学式不符合化合价规则。当溶解的碳含量超过某个极限时(例如碳化钛中Ti︰
C=1︰1),晶格型式将发生变化,使原金属晶格转变成另一种形式的金属晶格,这时的间充固溶体叫做间充化合物。
金属型碳化物,尤其是ⅣB、ⅤB、ⅥB族金属碳化物的熔点都在3273K以上,其中碳化铪、碳化钽分别为4160K和4150K,是当前所知道的物质中熔点的。大多数碳化物的硬度很大,它们的显微硬度大于1800kg·mm2(显微硬度是硬度表示方法之一,多用于硬质合金和硬质化合物,显微硬度1800kg·mm2相当于莫氏一金刚石一硬度9)。许多碳化物高温下不易分解,抗氧化能力比其组分金属强。碳化钛在所有碳化物中热稳定性,是一种非常重要的金属型碳化物。然而,在氧化气氛中,所有碳化物高温下都容易被氧化,可以说这是碳化物的一大弱点。
除碳原子外,氮原子、硼原子也能进入金属晶格的空隙中,形成间隙固溶体。它们与间隙型碳化物的性质相似,能导电、导热、熔点高、硬度大,同时脆性也大。
硬质合金的基体由两部分组成:一部分是硬化相;另一部分是粘结金属。
硬化相是元素周期表中过渡金属的碳化物,如碳化钨、碳化钛、碳化钽,它们的硬度很高,熔点都在2000℃以上,有的甚至超过4000℃。另外,过渡金属的氮化物、硼化物、硅化物也有类似的特性,也可以充当硬质合金中的硬化相。硬化相的存在决定了合金具有极高硬度和耐磨性。
硬质合金对碳化钨WC粒度的要求根据不同用途的硬质合金采用不同粒度的WC(碳化钨)。硬质合金切削工具:比如切脚机刀片、V-CUT刀等精加工合金采用超细、亚细、细颗粒WC,粗加工合金采用中颗粒WC,重力切削和重型切削的合金采用中、粗颗粒WC做原料;矿山工具:岩石硬度高,冲击负荷大,采用粗颗粒WC,岩石冲击小冲击负荷小采用中颗粒WC做原料;耐磨零件:当强调其耐磨性、抗压和表面光洁度时,采用超细、亚细、细、中颗粒WC做原料,耐冲击工具采用中、粗颗粒WC原料为主。
WC理论含碳量为6.128%(原子50%),当WC含碳量大于理论含碳量,则WC中出现游离碳(WC+C)。游离碳的存在,烧结时使其周围的WC晶粒长大,致使硬质合金晶粒不均匀。碳化钨一般要求化合碳高(≥6.07%),游离碳(≤0.05%),总碳则决定于硬质合金的生产工艺和使用范围。
正常情况下,石蜡工艺真空烧结用WC总碳主要决定于烧结前压块内的化合氧含量。含一份氧要增加0.75份碳,即WC总碳=6.13%+含氧量%×0.75(假设烧结炉内为中性气氛,实际上多数真空炉为渗碳气氛,所用WC总碳小于计算值)。
目前我国WC的总碳含量大致分为三种:石蜡工艺真空烧结用WC的总碳约为6.18±0.03%(游离碳将增大)。石蜡工艺氢气烧结用WC的总碳含量为6.13±0.03%。橡胶工艺氢气烧结用WC总碳=5.90±0.03%。上述工艺有时交叉进行,因此确定WC总碳要根据具体情况。
不同使用范围、不同Co(钴)含量、不同晶粒度的合金所用WC总碳可做一些小的调整。低钴合金可选用总碳偏高的碳化钨,高钴合金则可选用总碳偏低的碳化钨。总之,硬质合金的具体使用需求不同对碳化钨粒度的要求也不同。
粘结金属一般是铁族金属,常用的是钴和镍。
制造硬质合金时,选用的原料粉末粒度在1~2微米之间,且纯度很高。原料按规定组成比例进行配料,加进酒精或其他介质在湿式球磨机中湿磨,使它们充分混合、粉碎,经干燥、过筛后加入蜡或胶等一类的成型剂,再经过干燥、过筛制得混合料。然后,把混合料制粒、压型,加热到接近粘结金属熔点(1300~1500℃)的时候,硬化相与粘结金属便形成共晶合金。经过冷却,硬化相分布在粘结金属组成的网格里,彼此紧密地联系在一起,形成一个牢固的整体。硬质合金的硬度取决于硬化相含量和晶粒粒度,即硬化相含量越高、晶粒越细,则硬度也越大。硬质合金的韧性由粘结金属决定,粘结金属含量越高,抗弯强度越大。
硬度检测:
检测方法
硬质合金硬度检测主要采用洛氏硬度计,测试HRA硬度值。PHR系列便携式洛氏硬度计十分适于测试硬质合金的硬度。仪器重量精度与台式洛氏硬度计相同,使用和携带都十分方便。
硬质合金是一种金属,通过硬度试验可以反映硬质合金材料在不同的化学成分、组织结构及热处理工艺条件下机械性能的差异,因此硬度试验广泛应用于硬质合金性能的检验、监督热处理工艺的正确性及新材料的研究。
特点:
它属于非破坏性试验,试验方法比较简单。硬质合金的硬度检测对其试件的形状及尺寸适应性较强,试验效率高。另外,硬质合金材料硬度与其它物理特性之间存在一定的对应关系。例如,硬质合金硬度试验和拉伸试验基本上都是检测金属抵抗塑性变形的能力,这两种试验在某种程度上都是检测金属相似的特性。所以,其检测结果是完全可以相互比较的。硬质合金拉伸试验设备庞大、操作复杂、要制备试样、试验效率低,对于许多金属材料,都有一硬度试验和拉力试验的换算表可查。因此,在检测硬质合金材料力学性能时,人们越来越多地采用硬度试验,而较少采用拉伸试验。
工具
硬质合金硬度一般用洛氏硬度计HRA标尺或维氏硬度计来检测,实用中人们主要采用洛氏硬度计测试HRA硬度。PHR系列便携式洛氏硬度计十分适于测试硬质合金的硬度。这种仪器重量只有0.7kg,精度与台式洛氏硬度计相同。在测量硬质合金硬度时,天星公司生产的PHR系列便携式洛氏硬度计可以测试厚度或直径在50mm以下的硬质合金工件,可以测试直径小到2.0mm的硬质合金工件,可以测试内径小于30mm的管状硬质合金工件。还可以在生产现场、销售现场或材料仓库使用。这种仪器用于测试硬质合金工件简便、快速、无损,可对成批的成品或半成
品硬质合金工件做逐件的硬度检测。
合金分类:
①钨钴类硬质合金
主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成
。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
一般钨钴类合金主要实用于:硬质合金工具、模具以及地矿类产品。
②钨钛钴类硬质合金
主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉
语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均TiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
③钨钛钽(铌)类硬质合金
主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
形状分类
球状体
硬质合金球是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,常见的硬质合金有YG、YN、YT、YW系列。
常用的硬质合金球主要分:YG6硬质合金球. YG6x硬质合金球. YG8硬质合金球.
YG13硬质合金球.YG20硬质合金球. YN6硬质合金球.YN9硬质合金球.YN12硬质合金球.YT5硬质合金球.YT15硬质合金球。
棒状体
硬质合金棒主要特点是具有稳定的机械性能,易于焊接,具有高耐磨性和高耐冲击性。
优点:1.耐磨性好;2.良好的耐腐蚀性;3.高韧性;4.挤压法和HIP烧结。
用途:硬质合金棒主要适用于钻头,立铣刀,绞刀。它也可用于切割,冲压和测量工具。它被用于造纸,包装,印刷,有色金属加工行业。此外,它还广泛用于加工高速钢工具,硬质合金铣刀,硬质合金工具,NAS的切削工具,航空工具,硬质合金钻头,铣刀取芯钻头,高速钢,taperd铣刀,公制铣刀,微型结束铣刀,铰试点,电子工具,阶梯钻,金属切割锯,双保证金钻,角度铣刀,硬质合金旋转锉等。
硬质合金棒不仅可以用来切割和钻孔工具(如微米,twiste演习,演习垂直采矿工具指标),也可以作为输入针,各种轧辊磨损的零件和结构材料来使用。此外,它可以广泛应用于许多领域,如机械,化工,,冶金,电子和国防工业。
板状体
硬质合金板,具有良好的耐久性和耐冲击性强,可用于在硬件和标准的冲压模具。硬质合金板广泛应用于电子工业,电机转子,定子,LED引线框架,EI硅钢片等。所有硬质合金块必须检查严格和只有那些没有任何伤害,如孔隙,气泡,裂缝等才可以运出。
钨钢牌号:
美国肯纳钨钢(Kennametal):CD750,CD650,CD60,CK-KR887,CD-K3150,CD50,CD40,
CD-KR466,CD337,CD-K3109,CD-KR885,CD636,CD36,CD-K3135,CD35,CD630,CD30,CD850,CD70 ,
CE-EDM650,CD700,CK-KR824,CD-KR855;
日本富士钨钢(FUJILLOY):AF1,TF05, TF09,F08,,F10,F20,N05,N10
,D10,D20,D40,D50,D60,
G55,G65,G70,G85,C50,C60,C70,TC79,C89,C95,U61,TUC72,UC73,
U77,U83,U89,MF10,M45,
M50,M70,MG95,VF12,TVD15,VD45,TVG60,VG86,马可T15,BD20,TUN45,
J05,G3,世界G2,G5,V10,
V20,V30,Z01,Z10,Z20 Z30,TFS06,D30;
台湾春保钨钢(CB-CERATIZIT):WF03,UF03,K100,WF05,WF08,WF10,WF15
,K200,WF20,WF25,TF25,
WF30,WF40,CB20F,KG05,KG1,KG2,KG3,KG4,KG5,KG6,KG7,ST6,ST7,
EA65,EA90,VA70,VA80,
VA90,VA95,NA10,NA20,NA30,NA70,KR10,KA15,KR20,SK25,KE8,KE9,
KE10,KE11,KE12,KE13,
KE18,W05,W2,W3,W4,W06,NW06;
中国株洲硬质合号:YG3X,YG6X,YG6A,YG8N,YS2T,YL10.2,YG3,YG6,YG8
,YG15,YG20,YS8,E60,
YG10X,YL60,YG4C,行业YG8C,YG11C,YG20C,YK25,YT5,YT14,YT15,YT30
,YS25,YW1,YW2,YW3,
YW4,YB1,YL15;
瑞典一胜百金属钨钢(Sweden A):XXF-12,XF-25,XF-30,LG-5;
ISO国际硬质合号:K01,K10,K20,K30,M30,K05,K35,K40,P30,P20,P10
,P05,P25,M10,M20
加工注意事项
一、 切断、研磨加工时注意事项
1、 钨钢在冲击和过度的加工负荷下容易裂开和崩角,硬质合金在加工前必须牢
固的被固定在工作台上再进行加工。
2、 钨钢的磁性极低,无磁硬质合金根本没有磁性,请勿用磁铁固定硬质合金,请用工装夹具固定,加工前请再次确认工件是否有松动现象,如有,请固定工件至牢固止。
3、 钨钢在切断、研磨后的加工面会很光滑,而且角非常尖锐,请在搬运及使用时注意安全。
4、硬质合金是硬脆性极高的材料,怕冲击,严禁用金属锤子敲打硬质合金。
二、放电、线切割加工时注意事项
1、 钨钢具有高硬度,高耐磨性,在进行放电、线切割时作业进程会比较慢。
2、 钨钢进行放电加工后的面***容易出现裂开和崩角,所以请按照制品的使用条件来调整加工程序。
4、 钨钢在线切割时经常会产生裂开的现象,所以请在加工后确认加工面无缺陷后再进行下一道工序的加工。
三、熔接加工时注意事项
1、 请使用要求选择合适的焊/熔接加工方案。
2、钨钢在熔接加工时容易产生裂缝,请在加工后确认加工面没有损伤再进行下一道工序。
3、 当熔接作业时所产生的飞散物(熔接铁)附着在硬质合金上的时候,由于急速加热后冷却容易导致合金裂开,所以在做熔接作业时,请特别小心。
四、在进行HIT处理时注意事项
4、 在填塞物(扩散结合)上穿孔、攻牙等作业时,会发生填塞物动摇或硬质合金部分裂开的现象,请加强检验,在作业后确认没有异常。
5、在进行所有加工作业时:凡是机器上所带有的安全装置等,请在加工作业时必须使用。工作人员必须穿戴好保护眼睛、手、脚、头部及全身所有部位的安全装备。


加工注意事项
一、 切断、研磨加工时注意事项
1、 钨钢在冲击和过度的加工负荷下容易裂开和崩角,硬质合金在加工前必须牢固的被固定在工作台上再进行加工。
2、 钨钢的磁性极低,无磁硬质合金根本没有磁性,请勿用磁铁固定硬质合金,请用工装夹具固定,加工前请再次确认工件是否有松动现象,如有,请固定工件至牢固止。
3、 钨钢在切断、研磨后的加工面会很光滑,而且角非常尖锐,请在搬运及使用时注意安全。
4、硬质合金是硬脆性极高的材料,怕冲击,严禁用金属锤子敲打硬质合金。
二、放电、线切割加工时注意事项
1、 钨钢具有高硬度,高耐磨性,在进行放电、线切割时作业进程会比较慢。
2、 钨钢进行放电加工后的面***容易出现裂开和崩角,所以请按照制品的使用条件来调整加工程序。
4、 钨钢在线切割时经常会产生裂开的现象,所以请在加工后确认加工面无缺陷后再进行下一道工序的加工。
三、熔接加工时注意事项
1、 请使用要求选择合适的焊/熔接加工方案。
2、钨钢在熔接加工时容易产生裂缝,请在加工后确认加工面没有损伤再进行下一道工序。
3、 当熔接作业时所产生的飞散物(熔接铁)附着在硬质合金上的时候,由于急速加热后冷却容易导致合金裂开,所以在做熔接作业时,请特别小心。
四、在进行HIT处理时注意事项
4、 在填塞物(扩散结合)上穿孔、攻牙等作业时,会发生填塞物动摇或硬质合金部分裂开的现象,请加强检验,在作业后确认没有异常。
5、在进行所有加工作业时:凡是机器上所带有的安全装置等,请在加工作业时必须使用。工作人员必须穿戴好保护眼睛、手、脚、头部及全身所有部位的安全装备。


标签:
相关产品推荐
-
 乔日通心钨钢 单孔钨钢喷嘴管 多孔钨钢圆棒 空心钨钢方管
乔日通心钨钢 单孔钨钢喷嘴管 多孔钨钢圆棒 空心钨钢方管
-
通心钨钢 钨钢条 单孔钨钢圆棒 钨钢环 钨钢管 耐磨通心钨钢 单孔钨钢圆棒喷嘴 耐磨通心钨钢 单孔钨钢喷嘴圆棒
-
通心钨钢 钨钢条 单孔钨钢圆棒 钨钢环 钨钢管
-
 耐磨耗钨钢管 钨钢圆柱 通心钨钢 钨钢环 钨钢加工
耐磨耗钨钢管 钨钢圆柱 通心钨钢 钨钢环 钨钢加工
-
高精密钨钢圆环 异型钨钢冲头 钨钢内孔圆棒 钨钢管子 钨钢空心管 异型钨钢 单孔钨钢棒
-
 高硬度钨钢棒 抛光钨钢代孔圆管 钨钢圆环 钨钢冲头 钨钢内孔圆棒 钨钢管子
高硬度钨钢棒 抛光钨钢代孔圆管 钨钢圆环 钨钢冲头 钨钢内孔圆棒 钨钢管子
-
 钨钢带孔棒 直孔钨钢圆棒 钨钢条 单直孔圆棒 硬质合金圆棒 钨钢条 耐磨钨钢管
钨钢带孔棒 直孔钨钢圆棒 钨钢条 单直孔圆棒 硬质合金圆棒 钨钢条 耐磨钨钢管
-
 钨钢多孔硬质合金棒 钨钢带孔管材 钨钢单孔棒 钨钢长条
钨钢多孔硬质合金棒 钨钢带孔管材 钨钢单孔棒 钨钢长条
-
 耐磨带孔钨钢圆棒 钨钢空心管 钨钢单孔圆棒 钨钢环
耐磨带孔钨钢圆棒 钨钢空心管 钨钢单孔圆棒 钨钢环
-
 内圆磨钨钢棒喷头 多孔钨钢喷嘴环 钨钢单孔多孔圆棒
内圆磨钨钢棒喷头 多孔钨钢喷嘴环 钨钢单孔多孔圆棒