



厂商 :广东匠赢精机科技有限公司
广东 东莞市- 主营产品:
- 数控机床
- 五轴加工中心
- 法兰克慢走丝












数控机床在数字化控制下实现工件与 任意轨迹的相对运动,从而实现各种型面的加工。在实际应用中,由于零件复杂程度越来越高,供应日本发那科cnc加工中心fanuc发那科钻攻加工中心法兰克原装加工中心法兰克CNC立式加工中心铜公机厂家许多零件加工需求能够在一次装卡下尽可能多地完成尽可能多的表面加工,甚至完成复杂凹曲面和异形腔体的加工,于是诞生了五轴机床,即在传统三坐标基础上加入回转坐标,以完成特殊工 间姿态调整的要求。东莞匠赢机械科技制造业不断发展,随之带来的是生产需求的不断升级。拿机床行业来说,数控技术的引用满足了批量化、高效化、精细化的生产需求。如今,加工中心可加工的材质越来越广,加工工艺越来越复杂,从初的平面加工发展到曲面加工,立体空间加工,为此四轴、五轴加工中心应运而生。我们知道一般的加工中心为三轴加工中心,X、Y、Z轴为运动轴。X、Y、Z三轴也决定了加工中心的加工行程。五轴加工中心是在三轴加工中心的基础上通过安置分度头添加了A、Z两个旋转轴。五轴加工中心的问世使得一切曲面加工、异性加工成为现实。而且还大大提高了加工效率,缩短了加工流程。那么究竟什么样的加工中心才算是五轴加工加工中心呢?不少朋友问过小编这样的一个问题,3+2加工中心到底属不属于五轴加工中心呢?接下来小编讲给您详细解答。3+2加工中心和五轴联动加工中心有区别吗?区别还是有的。3+2定位加工的原理实质上就是三轴功能在特定角度(即“定位”)上的实现,简单地说,就是当加工中心转了角度以后,还是以普通三轴的方式进行加工。而五轴加工中心为支持五轴联动技术的机械加工设备。具有X,Y,Z,A,C五个轴,X,Y,Z和A,C轴形成五轴联动加工,擅长空间曲面加工,异型加工,镂空加工,打孔,斜孔,斜切等。两者在加工工艺的复杂程度上是有区别的。3+2加工中心一定没有五轴联动加工中心好吗?其实并不是这样,设备本身并没有优劣,花少的钱,大程度满足自己的加工需求就是好的。3+2定位加工与五轴联动加工适用的行业对象不同。简单区别,五轴联动加工适合曲面加工,3+2定位加工适合于平面加工。3+2加工中心的优势是:可以使用尺寸更短、刚性更高的切削工具 可与工件表面形成一定的角度,主轴头可以更低,离工件更近,减少运动行程。但是复杂工件可能要求许多个倾斜视图来覆盖整个给工件。会导致 路径重叠,从而增加加工时间,加工效率无法得到保障。而五轴联动加工时只需一次夹装,并且不需要特殊夹具,降低了夹具的成本,避免了多次装夹,提高模具加工精度。减少夹具使用数量和特殊 ,增 有效切削刃长度,减小切削力,提高 使用寿命,降低成本。3+2加工中心和五轴加工中心大的区别是什么?3+2加工中心通常也称为假五轴加工中心供应日本发那科cnc加工中心fanuc发那科钻攻加工中心法兰克原装加工中心法兰克CNC立式加工中心铜公机厂家。五轴加工中心核心技术是RTCP功能,也就是刀尖点跟随功能。数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。拥有RTCP技术的加工中心,操作工不必把工件 的和转台轴心线对齐,随便装夹,机床自动补偿偏移,大大减少辅助时间,同时提高加工精度。同时后处理制作简单,只要输出刀尖点坐标和矢量就行了。像我们之前说的那样,在机械结构上,五轴数控机床主要有双摆头、双转台、一摆一转等结构。它不光是一项高科技领域的重大突破,更是一项能为客户带来效益和创造价值的好技术。成海数控可根据客户实际需求配置多轴联动技术,进口、国 控系统,采用台 刀库技术五轴联动加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各 或检具,在加工过程中由程序自动选用和更换。这是它与数控铣床、数控镗床的主要区别。加工中心是一种综合加工能力较强的设备,工件一次装夹后能完成较多的加工步骤,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能完成的加工。加工中心对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为适用。特别是对于必需采用工装和专机设备来保证产品质量和效率的工件,东莞匠赢机械科技采用加工中心加工,可以省去工装和专机。这会为新产品的研制和改型换代节省大量的时间和费用,从而使企业具有较强的竞争能力。四轴联动首先要有四个可控轴,并且四个轴是可以同时进行插补运动控制的,即四个轴可以实现同时联动的控制,这个同时联动时的运动速度是合成的速度,并不是各自的运动控制,是空间一点经过四个轴的同时运动到达空间的另外一点,从起始点同时运动,到终点同时停止,中间各轴的运动速度是根据编程速度经过控制器的运动插补算法经内部合成的到的各轴的速度的。对四轴加工中心,就是X、Y、Z轴再加上一个旋转轴A(也可以是B轴或C轴,A、B和C轴的定义是分别对应绕X、Y和Z轴旋转的轴,一般这个第四轴是轴线绕X轴旋转的A轴或轴线绕Y轴旋转的B轴,这个要看实际机床上第四轴的安装位置形式而定的),而且这个第四轴不但可以独自运动而且还可以分别和其他一个轴或两个轴或这四个轴同时联动。有的机床它是有四个轴,但其只能单独运动,只作为分度轴,就是旋转到一个角度后停止并锁紧这个轴不参与切削加工,只作分度,只种只能叫做四轴三联动。同样四轴联动机床总轴数可以不只4个轴,它可以有五个轴或者更多,但它的龙门五轴加工中心大联动轴数是四个轴。五轴联动加工中心的综合加工能力较强,工件一次装夹后能完成较多的加工内容,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能完成的加工,对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为适用。五轴机床实现了工件和 间便利的姿态调整,除了可以避免干涉,还可以充分实现 更好的切削条件,包括规避刀尖点极低的实际切削线速度,还可以使用更短的 行加工,提升系统刚性,减少 的数量,减少专用 的应用。由于五轴机床的控制和制造技术的复杂性,此类设备率先用于军工制造领域,包括航空发动机、飞机结构件供应日本发那科cnc加工中心fanuc发那科钻攻加工中心法兰克原装加工中心法兰克CNC立式加工中心铜公机厂家、舰船引擎,乃至于五轴机床作为国家战略物资被严格监管和限制依据笛卡尔坐标XYZABC的排列组合,以及回转坐标与直线坐标谁位于谁之上,主轴和工件工作台谁占用回转坐标,五轴机床布局完整的排列组合据说有2 160种之多,即使排除绝大多 空的设计,东莞匠赢机械科技常见的也有数十种。龙门五轴加工中心常见的五轴类型概括起来分为三大类:工件工作台不参与回坐标,以龙门加摆角铣头为典型代表。工件工作台位于一个回转坐标,以单摆铣头的五轴卧加和五轴铣车中心外代表。工件工作台位于组合双回转坐标,以各类型“摇篮”机床为代表。三种龙门五轴加工中心常用的五轴结构如图1所示。
-
 供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
-
 供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
-
 供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
-
 供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
-
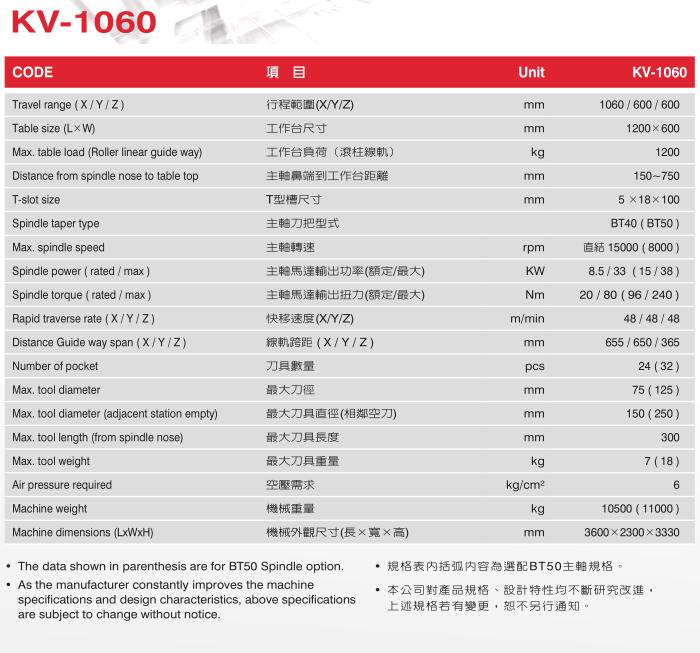
供应台湾高明龙门加工中心数控龙门光机1060立式加工中心进口五轴立式加工中心大型龙门加工设备厂家直销
-
供应佛山台湾高明龙门加工中心进口数控龙门加工中心大型五轴联动数控机床动柱式立式加工中心厂家直销
-
供应佛山南海立龙门五面体加工中心五轴数控双头加工中心台湾协锐五轴加工中心厂家直销价格实惠
-
供应清远德国落地式重型龙门镗铣加工中心3米×2米5五轴加工中心卧式五轴联动加工中心五轴高速加工中心厂家直销
-
 供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
-
供应佛山台湾高明龙门加工中心电脑锣5轴机加工中心3米×2米5五轴加工中心4米5×8米龙门加工中心厂家直销