



厂商 :广东匠赢精机科技有限公司
广东 东莞市- 主营产品:
- 数控机床
- 五轴加工中心
- 法兰克慢走丝








五轴联动加工中心的位置应远离振源、应避免阳光直接照射和热辐射的影响,五轴联动加工中心的环境温度低于30摄示度,相对温度小于80%。
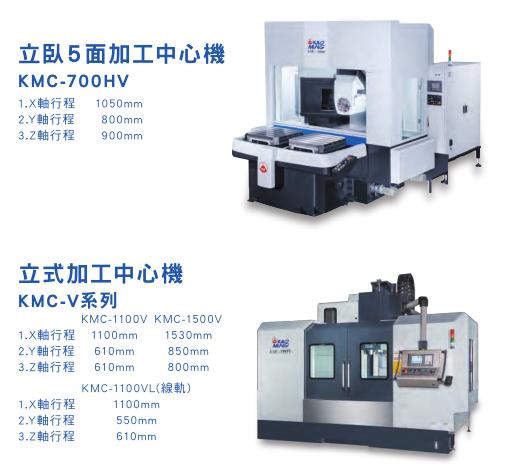
供应台湾KOVA小型五轴加工中心小型五轴联动数控机床加工中心1060加工中心850加工中心650加工中心1580加工中心
一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,立加床体可分为单立柱式(C型)和双立柱式(龙门型)。单立柱立加从侧
面看为C型结构,此种结构只适合Y轴小于1200mm的立加,如大于此数值,东莞匠赢机械科技五轴龙门加工中心因主轴头部悬伸过长,会造成主
轴头部刚性不足,在加工时会产生振颤现象,所以很少看到Y向行程较大的立加。龙门式刚性更佳,Y向行程不受限制,五轴加工中心型号,更
强的切削刚度,更高的速度和精度;由于采用主轴移动模式,并且具备高达60m/min,1g加速度的性能指标,相比传统机型具有更高的材料去除
率(约提高83%)。KMC400 U的结构采用改良的龙门框架设计,床身采用矿物铸石材料,其阻尼系数是铸铁的6-10倍,线膨胀系数是铸铁的1/20
,用矿物铸石材料浇铸的高刚性龙门结构床身有着极佳的抑振性和抗热变形能力;Y轴采用四导轨支撑和位于中心的主驱动,一般应用在大型立
供应台湾KOVA小型五轴加工中心小型五轴联动数控机床加工中心1060加工中心850加工中心650加工中心1580加工中心
加和高转速的雕铣机上。本文仅谈单立柱式立加。数控五轴加工中心采用特殊的结构设计就有高精度和高稳定性,加工中心进料高度1000MM,
采用意大利进口五轴头,它具有非常灵活、高效率的加工方式,工件一次装夹就可完成复杂的加工。能够适应像汽车零部件、飞机结构件等现代
模具的加工。五轴加工中心有x,y,z,a,c五个轴,xyz和ac轴形成五轴联动加工,擅长空间曲面加工,异型加工,要提高机械加工效率,迫切要
求淘汰传统的“试切法”校验方式 。在五轴数控加工当中,NC 程序的校验工作也变得十分重要, 因为通常采用五轴数控机床加工的工件价格
十分昂贵, 而且碰撞是五轴数控加工中的常见问题: 切入工件; 以极高的速度碰撞到工件; 和机床、夹具及其他加工范围内的设
备相碰撞;机床上的移动件和固定件或工件相碰撞。五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析。五轴
加工中心是全钢性龙门架结构,超大尺寸的横梁,台面移动以及机器的行程范围可以根据客户的需要来定制,适用于非金属模具领域,汽车模
具行业保利龙的加工,比如实木门、装饰材料、橱柜门、电脑桌、办公家具等各种家俱加工等。镂空加工,打孔,斜孔,斜切等。目前广泛应
用于各种非金属材料以及有色金属行业.如:人造石及亚克力卫浴产品加工及其木模造型, 曲木浴室家具修边,玻璃钢模具及修边、厚片吸塑产品
修边,吸塑模具造型及塑料修边、铸造木模、宝丽龙模具、石蜡模具、石膏模具油泥模型等.五轴加工中心,这类加工中心的回转轴有两种方式
,一种是工作台回转轴。设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回
转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余
的五个面都可以由立式主轴进行加工。A轴和C轴龙门五轴加工中心小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面
、倾斜孔等。五轴联动数控是数控技术中难度龙门五轴加工中心大、应用范围龙门五轴加工中心广的技术, 它集计算机控制、高性能伺服驱动
和精密加工技术于一体, 应用于复杂曲面的高效、精密、自动化加工。国际上把五轴联动数控技术作为一个国家生产设备自动化技术水平的标
志。三轴的机床加工,在加工三维工件上精度不高,例如叶轮,虽然能加工,但是精度低,且 并不是垂直于加工表面加工,东莞匠赢机械
供应台湾KOVA小型五轴加工中心小型五轴联动数控机床加工中心1060加工中心850加工中心650加工中心1580加工中心
科技五轴龙门加工中心 不是出力龙门五轴加工中心大;还有一些工件,用三周机床是不能加工的。五轴的机床加工,五轴联动不是重点,
重点是RTCP或TCP, 也就是 中心点控制,通过调整,可以保证加工时 垂直于加工表面,保证 处于龙门五轴加工中心大出力状态,
也能保证加工的精度。五轴联动及RTCP加工主要用在三维工件加工如螺旋桨的叶轮,三轴联动时, 的轨迹中不必考虑工件原点在机床工作
台的位置, 后置处理器能够自动处理工件坐标系和机床坐标系的关系。对于五轴联动, 例如在XYZBC 五轴联动的卧式铣床上加工时, 工件在C
转台上位置尺寸以及B 、C 转台相互之间的位置尺寸, 产生 轨迹时都必须加以考虑。工人通常在装夹工件时要耗费大量时间来处理这些位
置关系。如果后置处理器能处理这些数据, 工件的安装和 轨迹的处理都会大大简化:只需将工件装夹在工作台上, 测量工件坐标系的位置和
方向, 将这些数据输入到后置处理器, 迹进行后置处理即可得到适当的NC 程序。发动机的叶片,飞机的尾锤等军工尖端零件上。所以
西方以美国A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,这是通俗的说法,并不是规范的说法,一般说来,五轴机床分两
种:一种是五轴联动,即五个轴都可以同时联动,另外一种是五轴定位加工,实际上是五轴三联动:即两个旋转轴旋转定位,只有3个轴可以同
时联动加工,这种俗称3+2模式的五轴机床,也可以理解为假五轴。当然这需要高档的数控系统、伺服系统以及软件的支持。这种设置方式的优
点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,
工件切削时会对工作台带来很大的承载力矩。立加床体根据立柱是否移动又分为定柱式和动柱式两类。常规立加为定柱式,即立柱是固定的,
由工作台的X轴、Y轴移动,加上立柱上主轴的Z轴移动组成了全部运动。动柱式立加是工作台固定不动,X轴、Y轴、Z轴的三向运动均由立柱实
现,动柱式的优点是占地面积小,操作技工的行动不受工作台移动的影响,一般用于双工作台或者附加旋转交换工作台的场合。假设以手动方
式定点执行RTCP功能, 中心点和 与工件表面的实际接触点将维持不变,此 中心点落 与工件表面实际接触点处的法线上,
而刀柄将围绕 中心点旋转,对于球头刀而言, 中心点就是数控代码的目标轨迹点。为了达到让刀柄在执行RTCP功能时能够单纯地围绕
目标轨迹点东莞匠赢机械科技五轴龙门加工中心(即 心点)旋转的目的,就必须实时补偿由于刀柄转动所造成 中心点各直线坐标
的偏移,这样才能够在保持 心点以及 和工件表面实际实际接触点不变的情况,改变刀柄 和工件表面实际接触点处的法线之间
的夹角,起到发挥球头刀的龙门五轴加工中心佳切削效率,并有效避让干涉等作用。数控交换式工作台可选择台湾的潭兴和国产的烟台环球。
特别是中央处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,
灰尘增多会在集成电路板产生粘结,并导致短路。避免潮湿和气流的影响。如数控机床附近有振源,则五轴联动中心四周应设置防振沟。否则
将直接影响数控机床的加工精度及稳定性,将使电子元件接触不良,发生故障,影响加工中心的可靠性。
-
 供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
-
 供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
-
 供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
-
 供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
-
供应台湾高明龙门加工中心数控龙门光机1060立式加工中心进口五轴立式加工中心大型龙门加工设备厂家直销
-
供应佛山台湾高明龙门加工中心进口数控龙门加工中心大型五轴联动数控机床动柱式立式加工中心厂家直销
-
供应佛山南海立龙门五面体加工中心五轴数控双头加工中心台湾协锐五轴加工中心厂家直销价格实惠
-
供应清远德国落地式重型龙门镗铣加工中心3米×2米5五轴加工中心卧式五轴联动加工中心五轴高速加工中心厂家直销
-
 供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
-
供应佛山台湾高明龙门加工中心电脑锣5轴机加工中心3米×2米5五轴加工中心4米5×8米龙门加工中心厂家直销