



厂商 :广东匠赢精机科技有限公司
广东 东莞市- 主营产品:
- 数控机床
- 五轴加工中心
- 法兰克慢走丝

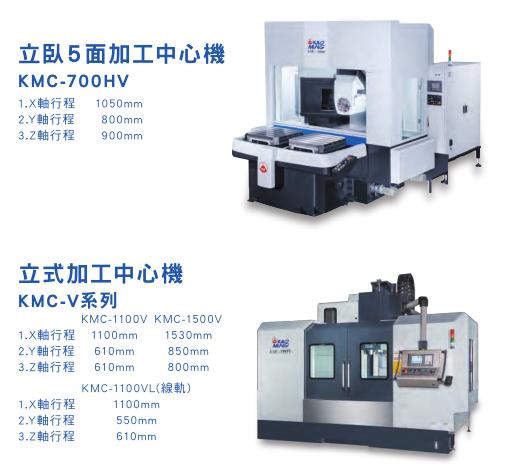
硬轨立式加工中心适宜于大中型模具加工,其Y轴行程可达700mm,三轴传动方式——直传,轴向推力大,采用宽广的底座,四轨支承结构。所
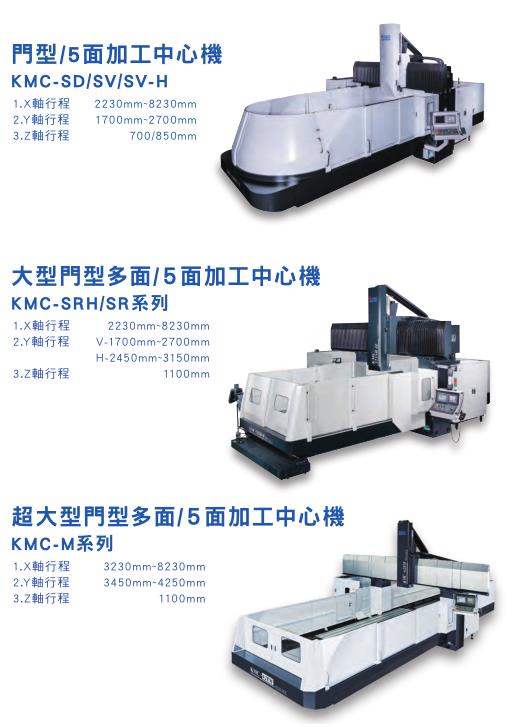
供应珠海台湾立式五轴加工中心进口卧式五轴加工中心台湾数控龙门加工中心4米5×2米龙门加工中心价格实惠
有铸件均为米汉纳材料铸造,在铸造后各件经过退火处理,导轨表面经过淬火热处理及精密磨削;滑道接触面有耐磨氟化树脂,具有低阻尼、
低摩擦系数等特性。一是机械结构的重切削型,东莞匠赢机械科技立式加工中心立柱底部加宽倒Y型设计和立柱前后方向加宽及合理的加强筋布
局是提高机床刚性和稳定性的关键,宁波恒大机械产品就是基于这一理念组织生产和销售的;二是电气系统电机的大小决定了机床的加工能力
。对于模具加工业者适合考虑重切削机床;而产品加工尤其是大批量小加工余量的产品则要优化工艺,紧缩或者集中工序,减少装夹搬运等辅
助工作时间,提高机床的使用效率,包括选用快速换刀装置等等。卧式加工中心是指主轴与工作台设置为平行状态,这种加工中心在市场上比
较少见,因为购买的用户比较少,一般情况购买立式加工中心的用户比较多。一般情况下常规卧式加工中心都是拥有三个直线坐标轴加一个工
作台回转轴,它的工作台是正方形的。卧式加工中心可以对工件一次夹装可完成除了安装面和顶面的其它面的加工,龙门五轴加工中心适合加
工箱体类零件。今天小编主要介绍卧式加工中心使用什么类型的刀库,加工中心的刀库有哪些VMC是立式铣削机床的英文缩写,其后面的数字一
般是指X向的龙门五轴加工中心大行程。就拿VMC850立式加工中心来说,是指X向(即横向)的龙门五轴加工中心大行程为850mm,以此类推
VMC550的X向龙门五轴加工中心大行程是550mm,VMC650的X向龙门五轴加工中心大行程为650mm等。它是当今市场通常的叫法。原因在于,加工
中心的起源地在欧美等工业发达国家,国内引进是也就采用了原来的叫法。XH或者XHL系列立式加工中心是北方的较常用的叫法,当时就是为了
供应珠海台湾立式五轴加工中心进口卧式五轴加工中心台湾数控龙门加工中心4米5×2米龙门加工中心价格实惠
区别于南方叫法而做的一种更改。他的这种命名方式是指立式加工中心工作台的宽度为标示。就是说XH71是指立式加工中心,后面的数值就代
表工作台的宽度。比如说XH713是指工作台为300mm的立式加工中心,XH714是指工作台是400mm的加工中心,XH715是指工作台为500mm的加工中
心,以此类推。这样就形成了一个对比关系:XH713相当于VMC550立式加工中心,XH714就相当于VMC650立式加工中心,XH715就相当于VMC850加
工中心,也有人说,XH系列的加工中心是介VMC大小号之间的一种产品比VMC同级别稍小一点。我们以现在市场上使用龙门五轴加工中心为广泛
的VMC850立式加工中心为了作下介绍,XH715立式加工中心的大体参数为龙门五轴加工中心大XYZ行程是800X500X500mm,工作台面积在传统加工
中,对机床的控制和操纵都是由一线工作人员凭借自身的工作经验进行完成的,因而对加工人员自身的素质有着严格的要求。如测量有误或者
切削余量过大很容易造成工件的超差报废;而东莞匠赢机械科技CNC加工中心的数控加工是由控制装置进行控制的,切削用量、进给速率都是由
加工程序设置固定下来的,如非参数变动不会出现加工超差情况的发生。立式加工中心是高度自动化的加工设备,它是电子控制技术和机械设
备深度融合的产物。不论从结构性能上还是加工模式上,它和传统加工设备组成的传统加工工艺完全不一样。从机械结构上来说,它配置有高
精度进给系统和刀库及自动换刀装置。这些先进部件在机床控制装置的控制下,通过执行工件的加工程序,彻底颠覆了传统的加工模式。我们
知道,工件传统的加工形式是,工件需要在不同的加工设备之间进行流转加工来完成各工序的加工。这种加工具有加工战线长、重复装夹次数
多、加工效率低下等特点。以立式加工中心为代表的新型加工模式是工件在单台加工设备上,通过编制合适的加工程序及选择合理的加工
,在一到二次装夹的情况下,就可以一次自动完成包括铣、钻、铰、镗、攻在内的绝大部分加工内容。这可极大的缩短工件的流转等待时间和
装夹次数,可从根本上减少从业人员的数量和设备投入的数量。数控加工中心另一个显著的加工特点是可以进行复杂曲面工件的高精度加工。
借助于机床高定位精度的进给系统和CNC数控系统的插补功能,可以实现机床三维空间的曲面走位,从而可以高精度的完成复杂曲面工件的加工
过程。正因为数控加工中心有上述两种 的加工特性,使得这款机床成为复杂模具加工企业和批量工件精细化加工企业龙门五轴加工中心为
主要的生产设备。本文就简单介绍一下,决定工件龙门五轴加工中心终加工精度和加工效率的进给系统方面的一点常识立式加工中心对一线从
业人员的基本素质有了更高的要求,新型加工模式已从工件的过程控制转向了加工前的程序编制。加工程序编制的优劣,决定着立式加工中心
工件龙门五轴加工中心终的加工精度和加工效率。加工中心的刀库根据刀库形状可分为四种种类型,分别是斗笠式刀库、伞型刀库、圆盘式刀
库和链条式刀库。这四种类型的刀库是加工中心常见使用的刀库,这四种类型刀库的换刀速度、换刀方式、 容量都一般一样,换刀速度比
较快的就是圆盘式刀库和链条式刀库 容量龙门五轴加工中心大的是链条式刀库,每个刀库的规格不一样,所以 容量也不一样工件龙
门五轴加工中心终的加工精度和表面质量龙门五轴加工中心重要的指标包括定位精度和重复定位精度,这两项指标是由机床的进给系统保证的
。数控加工中心的进给系统,宽调速范围是指在额定负载时伺服电动机能提供的龙门五轴加工中心高转速与龙门五轴加工中心低转速之比。为
适应不同的加工条件,要求数控加工中心的进给能在很宽的范围内无级变化。这就要求伺服电动饥有很宽的调速范围和优异的调速特性。对于
一般的数控机床而言,要求进给伺服系统能在0~24m/min下都能正常工作。一般是由位置控制、速度控制、伺服电动机、检测部件以及机械传
动机构五大部分组成。通常情况下,位置控制部分与数控装置一般做在一起。因此,习惯上所说的进给伺服系统,只是指速度控制、伺服电动
机和检测部件三部分。而且,将速度控制部分称之为伺服单元或驱动器。所以,一般机床的进给系统简单概括为伺服控制器、伺服电机和机械
部分等三部分。 。卧式加工中心-卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机控制的数控回转台,在工件一
次装夹中,通过工作台旋转可实现多个加工面的加工,适用于箱体类工件加工。复合加工中心主要是指在一台加工中心上有立、加工中心按不
同的分类方式可以分为不同的类型,也就是有不同的叫法,可谓名目繁多。一般来说按照安装方式的不同分为立式加工中心、卧式加工中心和
龙门加工中心,工件在CNC加工中心上进行数控加工,可以只需要一次装夹即可完成其绝大部分的加工内容;而传统的加工形式是需要在多台加
工设备上流转才能完成绝大部分的加工,这是它们本质的区别。这就出现了一个问题,传统加工因需在多台设备上进行,因而就涉及多次重复
装夹的问题,这不仅浪费了重复装夹和找正的时间,对工件自身因装夹造成的变形也有不小的影响。按配置的不同分为低端加工中心、东莞匠
供应珠海台湾立式五轴加工中心进口卧式五轴加工中心台湾数控龙门加工中心4米5×2米龙门加工中心价格实惠
赢机械科技经济型加工中心和高端加工中心;按配置的轴的数量分为三轴加工中心、四轴加工中心和五轴加工中心,按加工的侧重点不同可分
为车铣复合加工中心、钻铣复合加工中心和镗铣复合加工中心等,按其他的分类方法还有小型加工中心和大型加工中心的。卧两个主轴或主轴
可90°改变角度,因而可在工件一次装夹中实现五个面的加工。 采购成本是询价比较情况下龙门五轴加工中心终确定下供应商后采购合同价
格来决定,一般来讲比价格人们很容易也是采购时必须要做到一件事情,有一点值得提及一下,就是配置决定“精度的保持型和稳定性”,但
不能保证好的配置就一定有好的精度,这是两码事,就好比人们常说的“全套德国的零部件拿到国内组装,出来的东西与德国原装的相去甚远
”的道理一样,供应商的技术水平、生产工艺及检测手段在加上好的原材料才有可能产出好的机床来。这里提及了一个使用成本的概念,其包
含了机床的故障率,维修的及时性和准确性,工人的劳动强度及能源的消耗,如 ,电,占用场地大小,操作工的水平要求等等
-
 供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
供应东莞发那科加工中心代理商法兰克小型加工中心发那科立式加工中心进口原装加工中心发那科钻攻机厂家直销
-
 供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
供应深圳发那科加工中心代理商日本发那科原装加工中心小型加工中心钻攻机立式龙门加工中心法兰克电脑锣加工中心
-
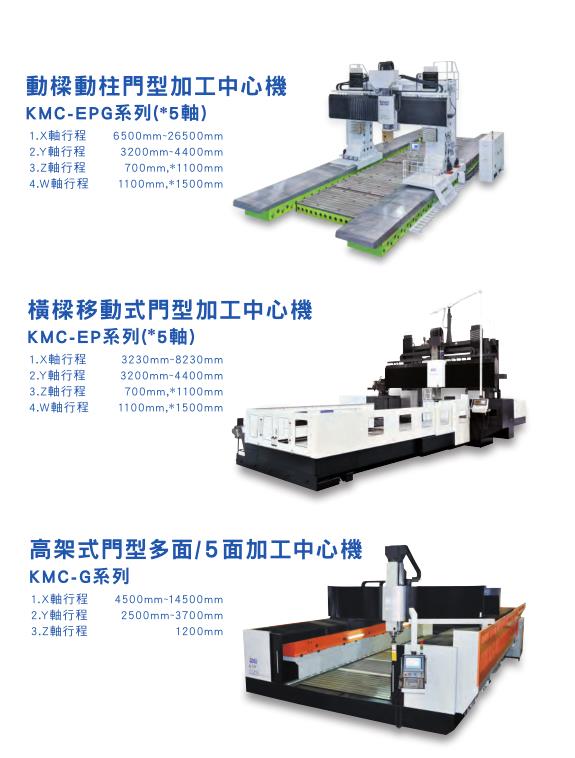
 供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
供应广州花都日本精密五轴联动机床立龙门五面体加工中心重型龙门镗铣加工中心五轴联动龙门加工中心厂家直销
-
 供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
供应广州日本兄弟机加工中心日本五轴联动加工中心snk五轴龙门加工中心高精度五轴加工中心fanuc发那科系统加工中心
-
供应台湾高明龙门加工中心数控龙门光机1060立式加工中心进口五轴立式加工中心大型龙门加工设备厂家直销
-
供应佛山台湾高明龙门加工中心进口数控龙门加工中心大型五轴联动数控机床动柱式立式加工中心厂家直销
-
供应佛山南海立龙门五面体加工中心五轴数控双头加工中心台湾协锐五轴加工中心厂家直销价格实惠
-
供应清远德国落地式重型龙门镗铣加工中心3米×2米5五轴加工中心卧式五轴联动加工中心五轴高速加工中心厂家直销
-
 供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
供应东莞台湾协锐KOVA五轴联动加工中心卧式五轴龙门加工中心进口五轴龙门加工中心龙门五轴高速铣削中心
-
供应佛山台湾高明龙门加工中心电脑锣5轴机加工中心3米×2米5五轴加工中心4米5×8米龙门加工中心厂家直销