



厂商 :中山市星光达电子科技有限公司
广东 中山- 主营产品:
- 各种自动化设备控制系
- 工业设备类PCB板
- 医疗设备类PCB板
带步进控制液压自动车床控制器控制电箱AW-03



系统控制主要功能:
1. 电源AC 380V(220V可选),控制380V的电机有水泵,液压,主轴。有220V输出电压供客户使用。
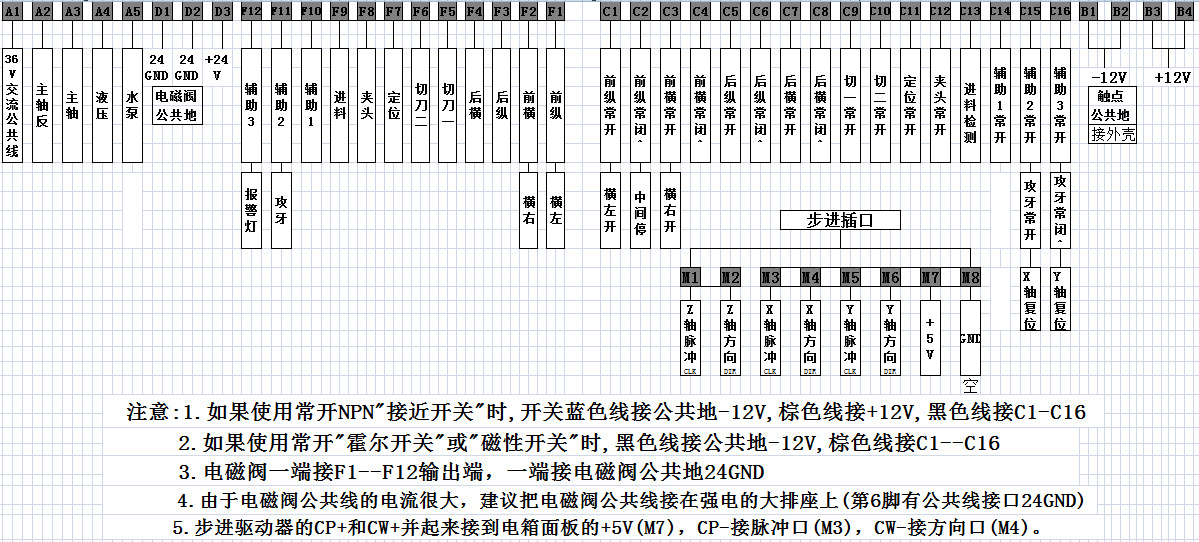
2. 最多16路输入,接10-24V NPN型接近开关触点。最多12路输出,接24V电磁阀.
3. 可同步控制X轴,Y轴两轴步进电机。每轴可编11个动作,每个步进动作可精准设置步数,速度,方向。
4. 主轴正反转高速攻丝;
5. 横向拖板油缸双头阀控制,有中间停位;
6. 自动检测打料不到位,重打三次;
7. 行程触点可增加删除;
8. 可实现4分支同步加工;
9. 输入输出端口可自由编程;加工程序可灵活修改,实时显示;
10.加工自动计件、计时、限件停机;
11.故障检测直接显示故障点;
12.带报功能,加工时触点10秒后不到位就自动退出并报;
13.输入输出端口全光藕隔离,有稳压、过流、短路保护
AW-05说明书
一. 系统设置
1.触点设置:
主界面按“高级编程” 键,进入触点设置界面。
A. “前纵,前横,后纵,后横”为双触点,选2为常开,常闭2个触点都开启。选1为常开触点开启,常闭触点取消。选0为常开常闭触点都取消。
B. “切1,切2,定位,夹头, 辅助1,2,3”为单触点,没有常闭触点。选1为常开触点开启,选0为常开触点取消。
C. 定位触点设为2,当定位触点碰不到料时,定位气缸会空打3下。当空打3下定位触点还检测不到料,侧自动退出。
D. 进料触点为2,加工时每做一套动作前会显示“等料1”,当进料触点检测到有料后再继续加工,否则10秒后退出加工界面。当进料触点为1,进料1触点为进料气缸 触点。进料触点为0,取消所有功能。
E. 循环设定为0,是半自动加工,加工时不循环,每完成一套动作后会停下来,直到把夹头按夹紧,再按“程序启动键”和“确定”键继续。循环设定为1,是全自动加工,加工时无限循环。
F. 报功能设为1, 当加工时遇到汽缸不能正常复位或缺料或汽缸等触点超过10秒后,会自动退出,报灯会亮。当正常加工时,报灯会灭。报灯设为0,取消此功能。
G. 计数器设为1,加工时的加工数值到达“设定工件”的数值时就会自动停下来,完成任务。计数器设为0, 取消此功能。
2.步进设置
A. 主界面按“F1”键后,进入X轴步进设置,最多可设置11个步进动作。每个步进动作可设置脉冲数,速度,方向。脉冲数范围为:0—999999,按“+”或按“-”可以设置脉冲数。速度范围为:1—90。方向设1为正转, 方向设0为反转。“复位开启”设为0后,按“复位”键,步进电机不复位。“复位开启”设为1,按“复位”键,步进电机有复位功能,步进电机碰到复位触点才停,应用于有接步进电机的场合。当步进电机正在复位时,按“返回”键步进电机停止复位。X轴复位方向可跟据实际设正向和反向.(注意:没有接X轴步进电机时一定要把“复位开启”设为0)
B. 主界面按“F2”键后,进入Y轴步进设置,设置方法如X轴步进设置.(注意:没接Y轴步进电机时要把“复位开启”设为0)3.时间设置
主界面选择光标进入“时间设定”界面后,可对每当个动作的延时进行设定。范围为:0—3秒.选择光标,共2页16个时间项可选.
3. 时间设置
主界面选择光标进入“时间设定”界面后,可对每个动作的延时进行设定.范围为:0—3秒.选择光标,共4页30个时间项可选.
二. 手动操作
进入手动操作界面,按面板的动作键可手动操作各个动作。“<—”为辅助1动作键,“—>” 为辅助2动作键,
“+” 为辅助3动作键。“<—”键和“—>”键可实现X轴步进电机的点动功能,“+”键和“—”键可实现Y轴步进电机的点动功能。
三.编程操作
主界面选光标进入“动作编程”菜单后,选程序号,范围为:1—15。按“确定”键进入编程界面,参照界面的提示按动作键模一次加工动作。每轴的步进电机可以编6个步进动作。如果需要动作同步时,按“插入同步”键,编好第1分支动作后,按“+”键,再编第2分支动作。最多插入4次同步,每次同步有4个分支。那么所编的动作加工时就会同步运行。遍完同步后按“退出同步”键退出同步编程。所有动作编完后,按“确定”保存。(注意:只有“前纵,前横,后纵,后横,切1,切2,定位,夹头,进料”“步进”才能编同步)
四.加工操作
主界面选光标进入“工件加工”菜单后,选所运行的程序号,范围为:1—15。按“确定”键系统会按所编的程序开始加工。面板的灯会亮。当需要暂停加工,可按“返回”或“程序启动”键,显示屏会显示“暂停”。做完一套动作后会停下来。直到再按“确定”或“程序启动”键,再开始加工。遇到紧急情况按“复位”键急停,使所有的动作复位。
五.辅助功能
1. 主界面按“清零”键,显示的工件数变为0
2. 主界面按“故障自检”键,会显示各个没有复位的触点的情况
3. 任何状态下按“复位”键,所有的动作会复位,并退出主界面。
4. 面板的按键灯会显示所对应的触点的导通情况。按键左边的是常开触点灯,按键右边的是常闭触点灯。
六.系统密码
1. 动作编程时,如果选程序15,要输入密码“前纵”,“前横”两个键。如果要保密的程序就要选程序15。
2. 按“退出同步”键上电时,会显示出厂日期。
联系人:陈生 电话:15382743630 QQ:944987101
视频连接:http://www.tudou.com/programs/view/2mm-z1chnR0/?fr=rec1&FR=LIAN
一般情况下:划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。活动预热状态下:划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,最终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,最终以活动是订单结算页价格为准。*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。
-
 非标机自动化设备 自动化设备厂家 自动化设备定制 自动化设备批发 自动化设备价格 自动化设备哪家好
非标机自动化设备 自动化设备厂家 自动化设备定制 自动化设备批发 自动化设备价格 自动化设备哪家好
-
 车床控制系统 控制系统厂家 控制系统定制 控制系统价格 控制系统批发 控制系统供应商
车床控制系统 控制系统厂家 控制系统定制 控制系统价格 控制系统批发 控制系统供应商
-
 全自动车床控制器 控制器厂家 控制器批发 控制器价格 控制器定制 控制器哪家好
全自动车床控制器 控制器厂家 控制器批发 控制器价格 控制器定制 控制器哪家好
-
 工控电路板厂家 工控电路板定制 工控电路板批发 工控电路板价格 工控电路板供应商 工控电路板哪家好
工控电路板厂家 工控电路板定制 工控电路板批发 工控电路板价格 工控电路板供应商 工控电路板哪家好
-
 控制电路板厂家 控制电路板定制 控制电路板批发 控制电路板价格 控制电路板供应商 控制电路板哪家好
控制电路板厂家 控制电路板定制 控制电路板批发 控制电路板价格 控制电路板供应商 控制电路板哪家好
-
 控制电箱厂家 控制电箱定制 控制电箱价格 控制电箱批发 控制电箱供应商 控制电箱哪家好
控制电箱厂家 控制电箱定制 控制电箱价格 控制电箱批发 控制电箱供应商 控制电箱哪家好
-
非标机自动化设备 各类非标自动化设备 研发 设针 制造
-
 芯片解密 PCB 设计 开发 加工 生产
芯片解密 PCB 设计 开发 加工 生产
-
带步进控制 液压自动车床控制面板
-
带步进控制 全自动车床控制器 控制电箱 控制系统