



厂商 :天津凯吉阀门有限责任公司
天津 津南区- 主营产品:
- 闸阀
- 球阀
- 刀闸阀
联系电话 :15822887768
商品详细描述
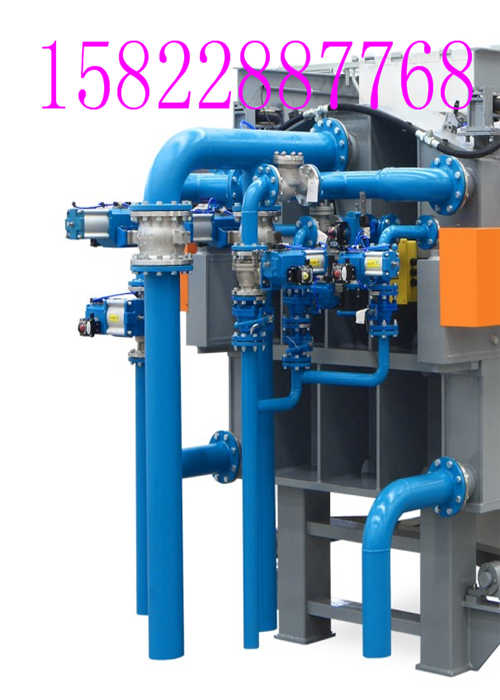
不锈钢球阀 供应气动不锈钢耐磨球阀厂家 KJQ641F-16P双向不锈钢球阀结构参数
不锈钢球阀 供应气动不锈钢耐磨球阀厂家 KJQ641F-16P双向不锈钢球阀结构参数
不锈钢球阀 供应气动不锈钢耐磨球阀厂家 KJQ641F-16P双向不锈钢球阀结构参数
联系人:武经理15822887768
气动球阀简介:
气动不锈钢球阀Q641FHYW型号只需要用旋转90度的操作和很小的转动力矩就能关闭严密。完全平等的阀体内腔为介质提供了阻力很小、直通的流道。通常认为球阀最适宜直接做开闭使用,但近来的发展已将球阀设计成使它具有节流和控制流量之用。球阀的主要特点是本身结构紧凑,易于操作和维修,适用于水、溶剂、酸和天然气等一般工作介质,而且还适用于工作条件恶劣的介质,如氧气过氧化氢,甲烷和乙烯等。球阀阀体可以是整体的,也可以是组合式的。
安装与使用:
(1)气动球阀在安装使用之前,必须对阀门进行安装前的检查和开关运行试验。只有在运行动作正常的条件下,才能安装使用。
(2)气动球阀的安装要尽可能使阀门与管路法兰同心,并加支撑固定。不能使球阀受其它外力作用,以免损坏阀门的中密封及阀门变形。造成阀门开关不灵及阀门的损坏而无法使用。
(3)要保证气动球阀及气动元件所提供的动力气源必须是洁净,尽可能不带油污及水。清洁度应小于0.4微米。
(4)接入气源之前,必须清洁供气管路,气源接口和开关等器件,以防由于管路不清洁带上污物和泥沙冲入气动执行单元而造成故障。
(5)气动执行器、电磁阀、定位器、过滤器、减压阀等的连接,可用铜管或尼龙管,为以防防尘及减小噪声,排气口应安装消声器或消声节流阀。
(6)安装好以后,对气动阀门应进行试验,给气动执行器加压至额定值,压力为0.4~0.7mpa,对气动球阀进行开关试验,观察阀门的开闭情况。应转动灵活无卡阻现象。在开关如有卡阻现象可增高气压,反复开关使阀门调到开关灵活即可。
(7)安装调试开关型气动球阀时,先用手动装置进行(电磁阀上的手动按钮)调试、动作正常后在通电调试。
(8)气动球阀应定期进行维护保养阀杆转动处,应三个月加油(机油)一次。定期对气动执行单元和配合使用的空气过滤器进行放水、排污。正常的情况下六个月检查一次,每年检修一次。
故障分析与排除
|
故障分析
|
原因分析
|
排除故障
|
|
|
阀不动作
|
定位器有气源但没输出
|
定位器中放大器的恒节流孔堵塞
|
按一下清洗件旋钮进行清洗
|
|
压缩空气中有水份,聚积于放大器球阀处
|
用手推动滑阀动作数次,并应增加净化空气措施
|
||
|
有信号但仍无动作
|
阀芯与阀座卡死
|
拆卸重装
|
|
|
阀杆变形或折断
|
更换阀杆
|
||
|
阀芯脱落(销子断了),阀塞脱落
|
更换销子
|
||
|
执行机构故障
|
检查各接管连接是否正确,气源压力是否达标
|
||
|
阀的动作不稳定
|
气源、信号压力一定,但调节阀动作仍不稳定
|
定位器有毛病
|
重装定位器
|
|
输出管线漏气
|
紧固管线接头
|
||
|
执行机构开度太小,流体压力变化造成推力不足
|
加大气源压力
|
||
|
阀门摩擦力大
|
调整阀座压入间隙
|
||
|
阀震荡,有鸣声
|
调节阀接近全闭位置时的震动
|
调节阀选大了,常在小开度时使用
|
重新选取
|
|
介质流动方向与阀门关闭方向相同
|
重新安装
|
||
|
调节阀任何开度都震动
|
支撑不稳
|
加固支撑
|
|
|
附近有震动源
|
采取减振、除振措施
|
||
|
各连接处有磨损间隙
|
调整消除磨损间隙
|
||
|
阀的动作迟钝
|
阀杆往复行程动作迟钝
|
阀体内有泥浆或粘性大的介质,有堵塞或结焦现象
|
阀体内腔
|
|
密封填料硬化变质
|
更换填料
|
||
|
阀杆单方向动作迟钝
|
气室中的膜片破损
|
更换膜片
|
|
|
气室有漏气现象
|
紧固各连接处螺栓
|
||
|
阀的泄漏量太大
|
阀全闭时的泄漏量太大
|
套筒下面的密封垫损坏
|
换件
|
|
阀达不到全闭位置
|
介质压差太大,执行机构输出力不够
|
加大气源压力
|
|
|
阀体内有异物
|
清除异物
|
||
|
填料及连接处渗漏
|
密封填料渗漏
|
填料压盖没压紧
|
紧固连接螺栓
|
|
密封填料老化变质
|
更换填料
|
||
|
阀杆损坏
|
更换阀杆
|
||
|
阀体与上阀盖连接处渗漏
|
紧固螺栓松弛
|
重新紧固连接螺栓
|
|
|
密封垫损坏
|
更换密封垫
|
||
保养与维修
(1)保养
①要经常检查管道有没有铁锈、焊渣、脏物、尘士。
②要经常检查支承,自重较大及有震动场合的支承架。
③气源绝对不能有故障。
④阀体与上阀盖连接处密封垫使用久了,要及时更换,更换时只需卸下上阀盖就可安放新的密封垫;
⑤填料函如有渗漏要及时更换密封填料,更换时将阀杆脱开,压板和填料压盖取下,即可装入新的填料;
⑥定期检修;
⑦长期停放时,应装上连接法兰的保护罩,所以接口都要用塑料塞堵上。停放时,保证阀整体的垂直性或水平位置;
⑧不要将阀支承在敏感部位,如阀门定位器、接头、连线等处。
(2)维修
当调节阀在使用中不能满足操作要求,或者经过一段长时期的运行为了预防事故发生而作定期检查时,都必须认真地对它进行维修工作。维修工作通常有如下主要内容:
①阀的清洗——检修从工艺管线上拆卸下来的阀,必须把它上面所有被工艺介质浸渍过的零部件清洗干净。以免某些有腐蚀性或其他伤害作用的流体对人和设备造成损失。同时应清除零部件外露表面的锈蚀。
②阀的拆卸——为了对全体零部件作检查以决定修理和更换的范围。首先应把执行机构和阀完全卸开。拆卸时必须保护好经过精密加工如阀芯、阀座、阀杆、推杆、轴套等零件以及所有零部件的精密加工面,防止损坏,以使检修费用最低,拆卸阀座应该用专用工具。
③主要零部件的检修——阀芯的节流表面以及阀芯和阀座的密封面如有小的锈斑和磨损。尚可用一般的机械加工和研磨方法来修。如果损坏严重,则必须更换新的零件。修理时要求保证好阀芯和阀座的同轴度。
阀杆的密封表面损坏只能用新的零件替换。
推杆的导向和密封表面的损坏。对反作用执行机构必须更换新零件。而对于正作用执行机构尚可作适当修理。
压缩弹簧在检修时,如发现裂纹等影响强度的缺陷。则必须用新的替换。
④易损件的更换——本调节阀的易损主要是:填料、O形密封圈、垫片、膜片等零件。
每次检修时经拆卸的填料、O形圈、垫片一律更换新件,膜片拆下后需要检查是否有预示可能发生破裂的任何裂纹、老化和磨损的痕迹、再视具体情况决定更换与否。一般至多2~3年必须更换。
⑤成装和调试——成装时在零部件的定位部位,导向部位,螺纹连接部位宜涂加适当的润滑脂,以利于下次检修拆卸。而且还应特别注意整机中推杆、阀芯部件和阀座的同轴度问题。
成装和调试完毕后,必须通过标准中规定的产品出厂试验项目测试合格后方能继续安装使用。








相关产品推荐
-
 特种球阀 供应气动耐磨球阀 力诺 特种球阀厂家 KJQV647H-64P 气动球阀压滤机专用
特种球阀 供应气动耐磨球阀 力诺 特种球阀厂家 KJQV647H-64P 气动球阀压滤机专用
-
 防腐耐磨球阀 供应气动防腐耐磨高压球阀厂家 防腐耐磨球阀质量保障
防腐耐磨球阀 供应气动防腐耐磨高压球阀厂家 防腐耐磨球阀质量保障
-
 高温气动球阀 KJQV647Y-16C供应气动V型偏心球阀厂家
高温气动球阀 KJQV647Y-16C供应气动V型偏心球阀厂家
-
 气动刀闸阀 刀闸阀 凯吉牌气动耐磨刀闸阀 高温高压防腐耐磨刀闸阀厂家批发
气动刀闸阀 刀闸阀 凯吉牌气动耐磨刀闸阀 高温高压防腐耐磨刀闸阀厂家批发
-
 刀闸阀/1000度高温刀闸阀/高温高压刀闸阀价格/高温刀闸阀技术参数 高温防腐耐磨刀闸阀
刀闸阀/1000度高温刀闸阀/高温高压刀闸阀价格/高温刀闸阀技术参数 高温防腐耐磨刀闸阀
-
 刀闸阀/进口高压刀闸阀/进口高温防腐刀闸阀原理使用方法及参数
刀闸阀/进口高压刀闸阀/进口高温防腐刀闸阀原理使用方法及参数
-
 球阀 凯吉特种阀门 V型气动球阀 高温高压气动耐磨陶瓷球阀厂家
球阀 凯吉特种阀门 V型气动球阀 高温高压气动耐磨陶瓷球阀厂家
-
 球阀 气动V型偏心球阀 压滤机专用球阀 污水处理设备专用高压球阀 高压气动调节球阀
球阀 气动V型偏心球阀 压滤机专用球阀 污水处理设备专用高压球阀 高压气动调节球阀
-
 球阀 KJQ641F-16C气动O型球阀选型 压滤机专用软密封气动球阀厂家 气动V型调节球阀
球阀 KJQ641F-16C气动O型球阀选型 压滤机专用软密封气动球阀厂家 气动V型调节球阀
-
铸石耐磨球阀 供应气动耐磨铸石球阀厂家 铸石耐磨球阀电站专用 电动调节铸石球阀结构15822887768