

厂商 :淄博福世蓝高分子复合材料
山东 淄博- 主营产品:
一、设备简介
轧机是实现金属轧制的关键设备,粗轧处于加热和精轧中间环节,而粗轧机是粗轧区域的关键设备,其作用是将加热炉加热好的板坯轧制成符合精轧要求(规格、温度、表面质量、板型)的中间坯。
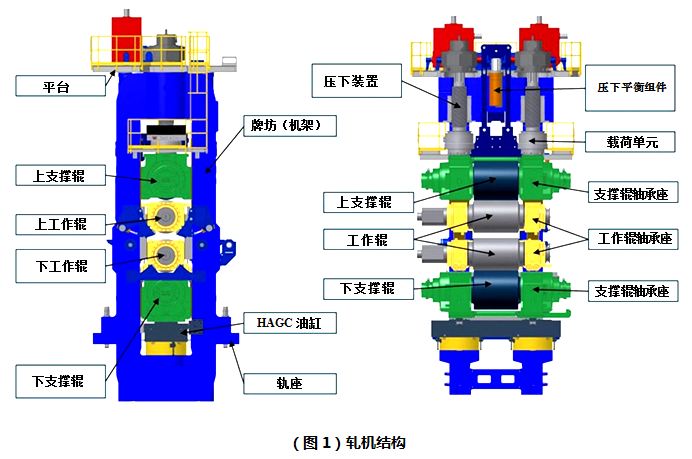
二、设备问题和原因分析
1500粗轧机传动侧出口牌坊与平衡缸配合面出现磨损情况,在平衡缸拆卸下来之后根据平衡缸油槽与牌坊配合部位判断并作为基准测量其他部位磨损尺寸磨损量在3-5mm左右。
在板带轧制过程中对板带成品率影响最大的就是板型控制技术,在板带轧制中,钢坯进入轧辊过程中咬钢的一瞬间,轧件对工作辊的冲击力达到峰值,而在一条钢坯完成轧制时轧机在抛钢的一瞬间,轧辊不受轧制力的控制时工作辊瞬间返回原型。因此在连续轧制过程中,轧机工作辊咬钢和抛钢的瞬间会对轧机牌坊形成一个较大的冲击力,一旦衬板或平衡缸紧固螺栓松动使轧机牌坊与衬板之间出现配合间隙,导致工作辊在咬钢和抛钢的时候衬板与机架反复拍击,会使配合面出现磨损。另外间隙出现后工作辊冷却水会夹杂着轧件表面的氧化铁皮进入配合面进而加剧磨损,使轧制过程不稳定,容易产生轧废、镰刀弯、挂框等缺陷和事故,另外平衡缸与牌坊配合部位磨损还会加大平衡缸与衬板的配置尺寸难度,使得工作辊工艺尺寸间隙得不到良好的保证,不仅使轧制难度加大同时也加大了辊系对平衡缸、轧机牌坊的冲击磨损,形成恶性循环,严重影响板带板型控制与安全生产。
三、设备问题的修复模式
(1)传统修复模式的优势及可行性分析
① 机械加工去除法。即在线通过机加工方法清除牌坊表面受损层加工出配合面,通过加大平衡缸的衬板厚度或加垫片的方式来达到要求精度。使用该方法修复后使用一段时间后又会出现磨损,还要再次进行机械加工。多次机加工后对牌坊强度和刚度产生不利影响,该方法不能从根本上修复磨损。
② 需要补焊后在现场机加工,加工出结合面。大面积堆焊容易造成牌坊受热应力变形、弯曲。且修复好之后结合面和衬板在冲击、腐蚀作用下又会出现磨损。也不能根本上解决磨损,且工期长。消耗了企业大量人力、物力、财力。
③ 激光熔覆。与传统堆焊、喷涂、电镀相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,因此激光熔覆技术应用前景十分广阔,但是往往因为造价高,工期长等原因无法在短时间内完成修复。
传统检修所需的维修劳务费用、设备运输和机加工费用等综合费用较现场修复高,同时受现场空间的局限较大,但修复精度相对较高。
(2)现场修复模式的优势及可行性分析
现场修复是近几年兴起的一种检修模式,其原理是在不机加工的前提下,采用高分子复合材料修复技术在现场进行修复。修复用的高分子复合材料固化后形成的化学键连接作用力使其与修复的金属部件形成优异的粘着力,满足设备在运行中承受各种复合力的要求。此类修复材料以福世蓝2211F金属修复性能较为可靠。
四、高分子材料现场修复分析
针对平衡缸与轧机牌坊配合面磨损问题,福世蓝公司结合现场设备情况提出了修复方案(见图2),将轧机牌坊尺寸恢复至原设计尺寸来满足安装使用要求(前提是平衡缸厚度尺寸及平面度没有损伤,即平衡缸装配衬板后尺寸为标准尺寸)。此方案的现场修复精度通过几个环节保证:依靠加工模板修复磨损的部位,确保修复部位的平面度和光洁度;依靠模板定位顶丝,确保材料厚度及牌坊机架间距尺寸;依靠材料本身具有的抗压、抗腐蚀、延展、抗温等性能确保材料的良好使用。
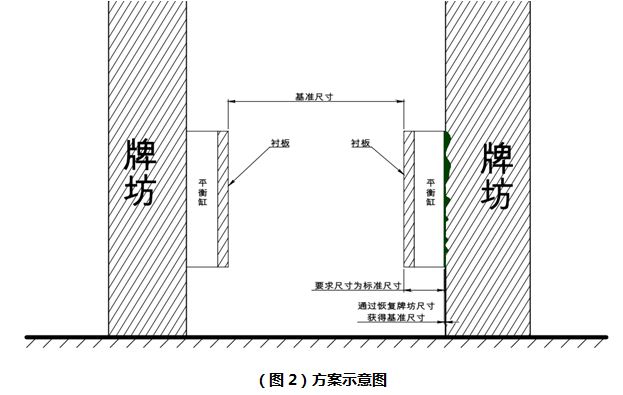
据此根据平衡缸长宽尺寸加工厚度在30-40mm左右的模板作为模具进行修复,并在模板上下安装顶丝用以定位。修复时首先对牌坊表面进行处理,将模板装配至轧机牌坊之后测量并定位模板,测量出轧机窗口间距并减处平衡缸及平衡缸衬板的厚度尺寸计算出需要调整的尺寸,定位完成之后拆卸模板并在表面刷涂803脱模剂,牌坊表面涂抹福世蓝2211F金属修复材料并装配模板,等待材料固化完成之后将模板拆卸下来,再次调和涂抹福世蓝2211F金属修复材料(薄薄一层,以达100%面配合)装配平衡缸。该轧机上午十二点停机,加上拆装平衡缸时间总共修复时间为十二小时,晚上十二点准时开机投产。
五、现场修复图片

六、改进措施
根据轧机牌坊磨损原因进行分析后我们不难发现,造成牌坊磨损的根本原因就是配合面问题。由于设备平衡缸设计图纸及机加工要求表面粗糙度为6.3,粗糙度等级较低,因此在配合过程中配合表面间的有效接触面积越小,承受的压强越大,磨损就越快。另外粗糙的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响平衡缸或者牌坊的疲劳强度。表面较大的粗糙度还会影响金属零件的耐腐蚀性,粗糙的配合表面,易使循环水通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。因此新平衡缸或衬板在机加工后通常不能达到金属与金属之间的100%面配合,再加上轧制时轧件对轧辊的冲击会间接导致牌坊与平衡缸或衬板形成拍击使间隙加剧。为减少轧机牌坊与平衡缸或者衬板配合面的磨损,建议在更换新衬板或新轧机牌坊时针对配合面使用高分子复合材料进行预保护,一是二者达到100%的面配合避免冷却水侵入锈蚀,二是高分子复合材料所具的退让性可以很好的吸收轧件对牌坊的冲击力可减少衬板更换周期减少停机时间。
七、总结
继淄博福世蓝公司在2006年针对轧机牌坊冲击磨损开创了高分子复合材料现场修复工艺以来,期间已成功针对450-F6四辊轧机、850粗轧机、650粗轧机、550粗轧机、650精轧机实施了在线修复。2016年又成功实现针对1700热连轧F1-F6精轧机8块弯窜固定块与轧机牌坊配合面冲击磨损的在线修复。2017年针对1500热连轧粗轧机牌坊与平衡缸配合面磨损问题的在线修复,更是福世蓝技术在设备现场维护方面的有效提升。福世蓝高分子复合材料现场修复技术与传统检修相比不但节约了维修时间,而且设备修复后运转无异常,并达到了传统修复工艺要求,是值得推广的现场设备维修维护的重要技术手段。
-
 福世蓝 2211F高分子复合材料 -- 现场修复造纸行业水环真空泵传动端转子轴承位磨损的技术优势
福世蓝 2211F高分子复合材料 -- 现场修复造纸行业水环真空泵传动端转子轴承位磨损的技术优势
-
 水泥厂轴类磨损在线修复案例分析汇总 --- 2211F金属修复材料
水泥厂轴类磨损在线修复案例分析汇总 --- 2211F金属修复材料
-
 煤矿减速机轴承室磨损、传动齿轮轴轴头磨损、减速机结合面渗漏等现象及在线修复技术---福世蓝2211F/25551
煤矿减速机轴承室磨损、传动齿轮轴轴头磨损、减速机结合面渗漏等现象及在线修复技术---福世蓝2211F/25551
-
 空压机水垢无腐蚀清洗案例分析 - 福世泰F2不锈钢/铝专用型清洗剂
空压机水垢无腐蚀清洗案例分析 - 福世泰F2不锈钢/铝专用型清洗剂
-
 集中供暖小区-集中供热用板式换热器结垢清洗 -- 福世泰克F2不锈钢/铝专用型清洗
集中供暖小区-集中供热用板式换热器结垢清洗 -- 福世泰克F2不锈钢/铝专用型清洗
-
 机床导轨局部出现划伤拉伤的原因及现场修复方法- 福世蓝2211F金属修复材料
机床导轨局部出现划伤拉伤的原因及现场修复方法- 福世蓝2211F金属修复材料
-
 福世蓝高分子2211F修复材料 -- 现场完美修复碎煤机传动轴轴径磨损问题
福世蓝高分子2211F修复材料 -- 现场完美修复碎煤机传动轴轴径磨损问题
-
 福世蓝2211F修复材料- 立磨摇臂支撑轴轴承位磨损现场修复材料
福世蓝2211F修复材料- 立磨摇臂支撑轴轴承位磨损现场修复材料
-
 快速治理企业循环水管路腐蚀渗漏--福世蓝25551快速凝固修复材料
快速治理企业循环水管路腐蚀渗漏--福世蓝25551快速凝固修复材料
-
 福世蓝2211F高分子金属修复 --【案例分析】水环真空泵轴类磨损磨损的正确修复方法
福世蓝2211F高分子金属修复 --【案例分析】水环真空泵轴类磨损磨损的正确修复方法