



厂商 :佛山市祺熙科技有限公司
广东 佛山- 主营产品:
- CPU胶辊
- CPU浇筑杂件
- CPU刮胶
TPU注塑件
公司简介:
因为专业,所以力争上游,稳步而前。本公司专注于聚氨酯,橡胶,硅胶系列产品研究,开发!热固性聚氨酯弹性体常规国产板棒片材料,进口料。三台国产电气硫化机,可同时一吨产品硫化;进口反应罐,可容五百千克原材料加工;国产浇筑机大小分流,有效控制流量,防止气泡;两条输送线,两个可控台面,为员工提供足够空间,展现技艺,尽出好品。!热塑性聚氨酯弹性体TPU圆带(粗,光面),三角,五角,七角,高压聚氨酯空管,以及各种形状的挤出密封输送皮带!易驳接,高耐磨。更多需求,更多定性。两台上海超大功率挤出机及辅助设备,有效日生产量达一万米,棱角分明,质量上乘!汽车贴膜,丝印,油印,建材的各形诸色刮胶。拥有进口刮胶工艺,条条切割。0·5~20*500*3000,0·5~20*1000*4000两种规格离心机,产品厚薄,硬度,密度均匀。两台立式刮胶机,动平衡处理,老师傅身体力行。刃口平滑,肤感细腻,产品质量稳定。各种规格圆筒,以及异形状聚氨酯,橡胶,硅胶包胶。拥有?600*4000打砂范围全自动打砂机,彻底清除铁锈,使其根本毛化;有效加工?500*3000,?600*3500超大车床;?500*3000,全自动上海磨床,有效误差1个丝;。35升日本进口密炼,防尘,增加密度,增强弹性,拉力;16开练机,混合硫磺,使其熟化;14寸开练机,碾压气泡,增加韧性。自动布带包裹机,排挤气泡,缝合刀切面;?2000※4600蒸气室硫化罐,增强硬度。四台电气硫化机,倾情巨献。?560*4660,?480*3800,?250*1200.三台国产机床,增加产量。三个操作台面,展现集团实力。来件定做杂件,非标件。聚醚,热塑性弹性体,聚酯,PTMG,天然胶,丁睛胶,三元乙丙胶,乙苯胶,硅胶(国产,进口)多种材料供您选择,免费为您提供最佳方案!使您的工厂利润最大化,实现工厂对接,互惠共赢!新时代新气象,祺熙新材料科技有限公司,与您携手未来!期待你的参与。
描述:
TPU注塑成型 TPU模塑成型工艺有多种方法:包括有注塑、吹塑、压缩成型、挤出成型等,其中以注塑最为常用。注塑的功能是将TPU加工成所要求的制件,分成预塑、注射和机出三个阶段的不连续过程。注射击机分柱塞式和螺杆式两种,推荐使用螺杆式注射机,因为它有提供均匀的速度、塑化和熔融。 1、 注射机的设计 注射机料筒衬以铜铝合金,螺杆镀铬防止磨损。螺杆长径比L/D=16~20为好,至少15;压缩比2.5/1~3.0/1。给料段长度0.5L,压缩段0.3L,计量段0.2L。应将止逆环装在靠近螺杆顶端的地方,防止反流并保持最大压力。 加工TPU宜用自流喷嘴,出口为倒锥形,喷嘴口径4mm以上,小于主流道套环入口0.68mm,喷嘴应装有可控加热带以防止材料凝固。 从经济角度考虑,注射量应为额定量的40%~80%。螺杆转速20~50r/min。 2、 模具设计 模具设计就注意以下几点: (1)模塑TPU制件的收缩率 收缩受原料的硬度、制件的厚度、形状、成型温度和模具温度等模塑条件的影响。通常收缩率范围为0.005~0.020cm/cm。例如,100×10×2mm的长方形试片,在长度方向浇口,流动方向上收缩,硬度75A比60D大2~3倍。TPU硬度、制作厚度对收缩率的影响见图1。可见TPU硬度在78A~90A之间时,制件收缩率随厚度增加而下降;硬度在95A~74D时制件收缩率随厚度增加而略有增加。 (2)流道和冷料穴 主流道是模具中连接注射机喷嘴至分流道或型腔的一段通道,直径应向内扩大,呈2o以上的角度,以便于流道赘物脱模。分流道是多槽模中连接主流道和各个型腔的通道,在塑模上的排列应呈对称和等距分布。流道可为圆形、半圆形、长方形,直径以6~9mm为宜。流道表面必须像模腔一样抛光,以减少流动阻力,并提供较快的充模速度。 冷料穴是设在主流道末端的一个空穴,用以捕集喷嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口堵塞。冷料混入型腔,制品容易产生内应力。冷料穴直径8~10mm,深度约6mm。 (3)浇口和排气口 浇口是接通主流道或分流道与型腔的通道。其截面积通常小于流道,是流道系统中最小的部分,长度宜短。浇口形状为矩形或圆形,尺寸随制品厚度增中,制品厚度4mm以下,直径1mm;厚度4~8mm,直径1.4mm;厚度8mm以上,直径为2.0~2.7mm。浇口位置一般选在制品最厚的而又不影响外观和使用的地方,与模具壁成直角,以防止缩孔,避免旋纹。 排气品是在模具中开设的一种槽形出气口,用以防止进入模具的熔料卷入气体,将型腔的气体排出模具。否则将会使制品带有气孔、熔接不良、充模不满,甚至因空气受压缩产生高温而将制品烧伤,制件产生内应力等。排气口可设在型腔内熔料流动的尽头或在塑模分型面上,为0.15mm深、6mm宽的浇槽。 必须注意模具温度尽量控制均匀,以免制件翘曲和扭变。 3 模塑条件 TPU最重要的模塑条件是影响塑化流动和冷却的温度、压力和时间。这些参数将影响TPU制件的外观和性能。良好的加工条件应能获得均匀的白色至米色的制件。 (1) 温度 模塑TPU过程需要控制的温度有料筒温度、喷嘴温度和模具温度。前两种温度主要影响TPU的塑化和流动,后一种温度影响TPU的流动和冷却。 a.料筒温度 料筒温度的选择与TPU的硬度有关。硬度高的TPU熔融温度高,料筒末端的最高温度亦高。加工TPU所用料筒温度范围是177~232℃。料筒温度的分布一般是从料斗一侧(后端)至喷嘴(前端)止,逐渐升高,以使TPU温度平稳地上升达到均匀塑化的目的。
-
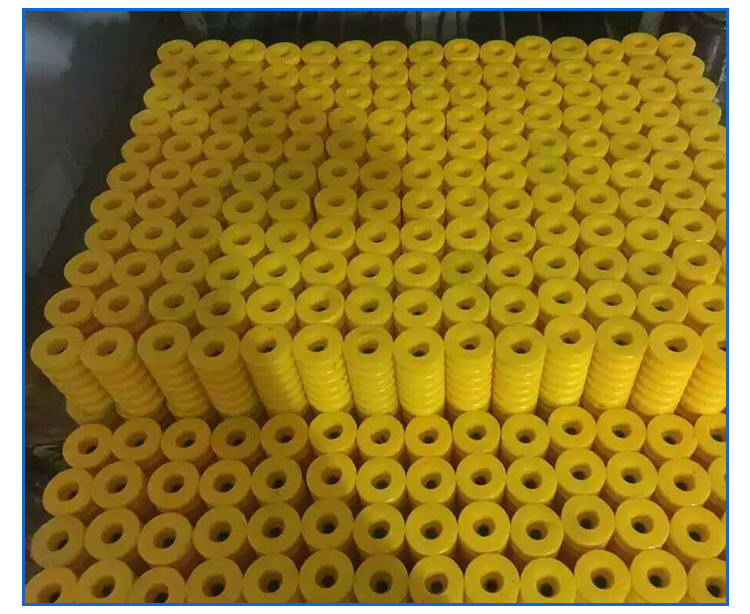
 聚氨酯橡胶|佛山聚氨酯PU杂件,TPU杂件报价
聚氨酯橡胶|佛山聚氨酯PU杂件,TPU杂件报价
-
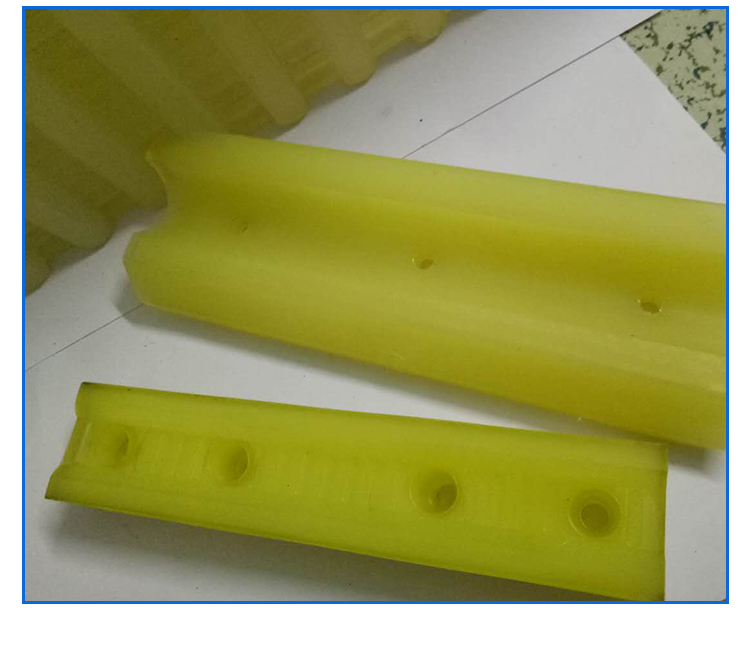
 造船厂减震防撞PU条,PU缓冲异形聚氨酯厂家,佛山厂家制造防撞条
造船厂减震防撞PU条,PU缓冲异形聚氨酯厂家,佛山厂家制造防撞条
-
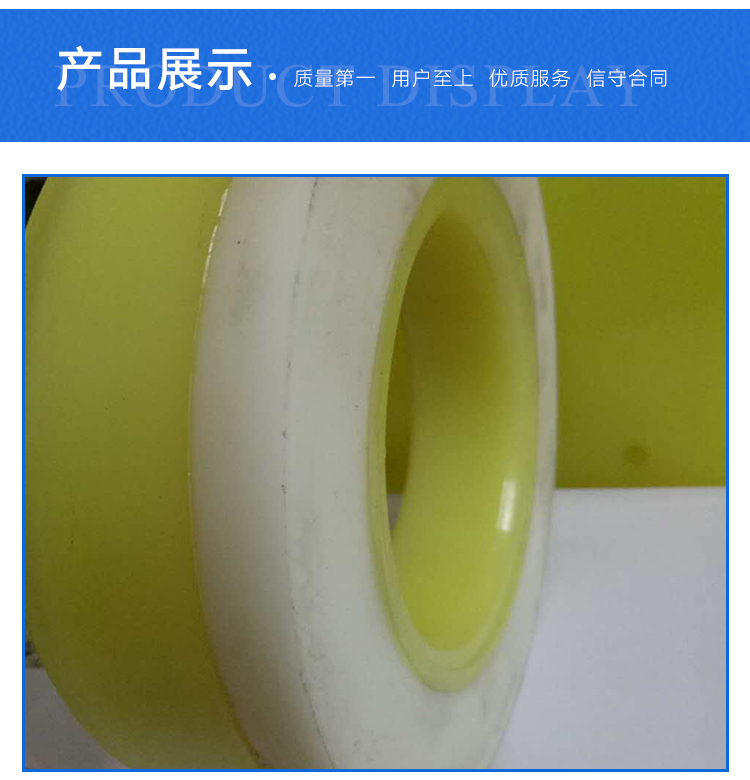
 佛山轴承包胶配件厂家|聚氨酯制品轴承包胶|佛山包胶轮包胶轴承厂家
佛山轴承包胶配件厂家|聚氨酯制品轴承包胶|佛山包胶轮包胶轴承厂家
-
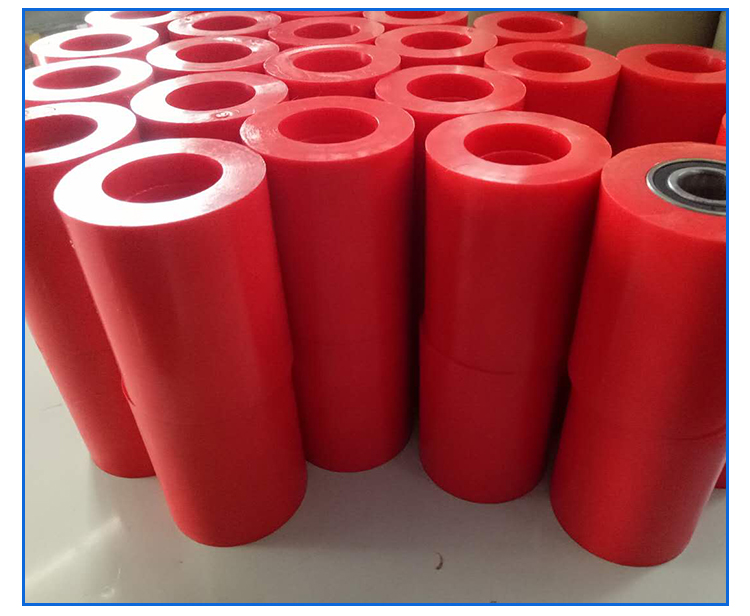
 游戏机聚氨酯胶轮,PU胶轮厂家售出,厂家销售中山聚氨酯胶轮
游戏机聚氨酯胶轮,PU胶轮厂家售出,厂家销售中山聚氨酯胶轮
-
 聚氨酯皮带厂家批发@佛山聚氨酯皮带批发|佛山聚氨酯圆带价格
聚氨酯皮带厂家批发@佛山聚氨酯皮带批发|佛山聚氨酯圆带价格
-
 厂家销售湖南贴合机PU胶,模压聚氨酯胶辊厂家报价,佛山厂家直销覆膜机胶辊
厂家销售湖南贴合机PU胶,模压聚氨酯胶辊厂家报价,佛山厂家直销覆膜机胶辊
-
 厂家直销自动化设备驱动辊,PU胶辊厂家报价,聚氨酯橡胶棍厂家售出
厂家直销自动化设备驱动辊,PU胶辊厂家报价,聚氨酯橡胶棍厂家售出
-
 工位减震块,聚氨酯厂家报价减震条,PU减震固定块
工位减震块,聚氨酯厂家报价减震条,PU减震固定块
-
 纸巾压花棍,纸巾机械配件厂家销售,厂家直销武汉餐纸配件
纸巾压花棍,纸巾机械配件厂家销售,厂家直销武汉餐纸配件
-
 尿不湿,纸尿裤设备胶辊|尿不湿生产线胶辊|尿不湿设备压料辊
尿不湿,纸尿裤设备胶辊|尿不湿生产线胶辊|尿不湿设备压料辊