



厂商 :广东思豪内高压科技有限公司
广东 佛山市- 主营产品:
- 内高压成形机
- 门板压花机
- 水胀液压机
管件膨胀成型专用液压机

内高压成形技术的原理及分类


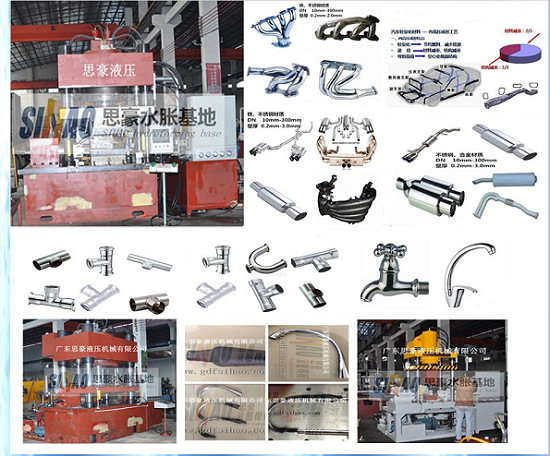







内高压成形是一种制造空心整体构件的先进制造技术,是一种以管材为坯料,以油液为传压介质,在管材内部施加超高压的同时,对管坯的两端施加轴向推力进行补料。
因两种外力的合力作用,管坯产生塑性变形,最终与模腔内壁贴合,使管坯成为具有三维形状零件的现代塑性加工技术。按管坯成形特点,零件分为成形区和送料区。成形区是管坯发生塑性变形直径变化的部分;送料区是向成形区补料的部分。
内高压成形时管端密封是由冲头和模具挤压形成刚性密封,因此该处模具容易磨损,通常在模具密封段采用耐磨镶块,来提高模具寿命。在零件成形后,依靠模具内的辅助液压缸完成开槽、冲孔等后续工序。然后油液卸压,轴向冲头回程,液压机滑块上行,即可取出零件。

 公司简介
公司简介
广东思豪内高压科技有限公司(原广东思豪液压机械有限公司)成立于2009年,占地生产面积72亩,员工100余名,地处交通便利的佛山市南海区。是一家以内高压技术为核心、致力于智能装备研发的国家级高新技术企业,主要生产智能数控内高压水胀成型装备及其他精密液压装备。为客户提供内高压成型装备的设计、生产、代工和内高压成型生产线综合解决方案,拥有5000T级内高压成型装备生产能力。目前,我们的内高压成型装备已占据国内大部分内高压成型装备市场,并远销北美、马来西亚、日本、韩国等地区和国家,在航空航天、汽车、卫浴、不锈钢管件等行业得到了广发应用。先后被评为国家高新技术企业、广东省民营科技企业、佛山市细分行业龙头企业、佛山市专精特新企业。
创办至今,公司陆续投入5000多万元作为内高压成型技术的研发投入。思豪核心技术团队由数十名研究生、硕士、博士和各高等院校金属材料成型研究方面的专家教授组成。至今,拥有各类专利40余项,承担国家、省市级科研项目十余项,并在内高压成型关键技术上,得到省、市领导的鼓励和大力的支持。目前已经与国内多所重点院校共建研发实验室,是国内外多家知名企业的特种成型装备专用指定供应商,并以内高压水胀成型装备为核心带动冷挤、拉伸、精密粉末充磁等多种液压技术共同发展。
-
 佛山厂家标准拉伸机,500吨四柱拉伸油压机,非标定做 标准拉伸机非标拉伸机
佛山厂家标准拉伸机,500吨四柱拉伸油压机,非标定做 标准拉伸机非标拉伸机
-
 供应用于拉伸成型机的佛山拉伸机 四柱液压油压拉伸机 800吨四柱液压油压拉伸机 五金
供应用于拉伸成型机的佛山拉伸机 四柱液压油压拉伸机 800吨四柱液压油压拉伸机 五金
-
 304不锈钢管件 医院给水工程食品级三通 不锈钢三通 厂家批发 不锈钢卡压件
304不锈钢管件 医院给水工程食品级三通 不锈钢三通 厂家批发 不锈钢卡压件
-
 供应水涨管件内高压液压机 水涨管成油压机
供应水涨管件内高压液压机 水涨管成油压机
-
 国内多功能定制水管航天汽车轻量化热门 内高压不锈钢卡压式管件内高成形机
国内多功能定制水管航天汽车轻量化热门 内高压不锈钢卡压式管件内高成形机
-
 铜管件内高压成形机卫浴空调供暖厂家国内制造设备水管铜管内高压水涨成形机
铜管件内高压成形机卫浴空调供暖厂家国内制造设备水管铜管内高压水涨成形机
-
 生产高精尖厂家供应民用汽车零部件内高压一体水胀成形机 汽车零部件内高压成形机 汽车 零部件内高压成形机
生产高精尖厂家供应民用汽车零部件内高压一体水胀成形机 汽车零部件内高压成形机 汽车 零部件内高压成形机
-
 300T拉伸油压机 五金制品厂专用拉伸设备 佛山拉伸机厂家
300T拉伸油压机 五金制品厂专用拉伸设备 佛山拉伸机厂家
-
 云南火锅拉伸液压机 拉伸机 四柱成形液压机 Y28拉伸机
云南火锅拉伸液压机 拉伸机 四柱成形液压机 Y28拉伸机
-
 佛山200吨框架整形油压机 游戏币徽章成型设备
佛山200吨框架整形油压机 游戏币徽章成型设备