



厂商 :广东思豪内高压科技有限公司
广东 佛山市- 主营产品:
- 内高压成形机
- 门板压花机
- 水胀液压机
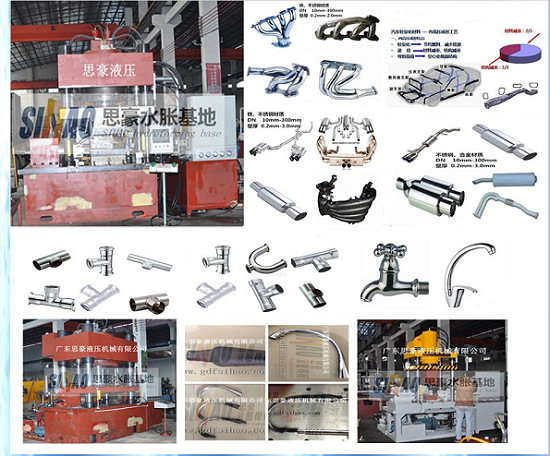
 内高压成形技术的原理及分类
内高压成形技术的原理及分类










公司简介。
广东思豪液压机械有限公司是大型水胀液压设备民营企业设备生产公司,我厂集国内外同类产品的优点,主要生产精密液压机械和各种液压机械油缸,
并有完善设计,生产,售后服务的大型广东省民营企业,其市场远销海内外。主要对铝制品厂,不锈钢厂,电子电器,零件加工厂和粉末冶金,汽车配件等厂
提供设备,具有先进的工艺设备及完善的测试手段,保证产品制造质量。本厂设计、生产制造的数控三通水胀内高压成型液压机,经广东省科技专家委员委
会鉴定及验收,一致评定:该机械设备,其水胀高压、人机界面、密封性、同步性、稳定性、水胀工艺、节能环保、质量等均处于国内领先水平。同时该设
备已获国家发明专利授权,具有独创性、创新性,受国家发明专利保护。本厂产品通过了ISO9001认证,公司自创办以来,一直坚持以创一流企业,做最好
产品的企业文化精神,凭借着自主创新,优质的品牌,强大的售后服务团队在液压行业处于市场的佼佼者。已成为日本TDK集团唯一的中国液压设备及自动
化供应商,促进了思豪品牌液压机走向国外市场更加成熟,诚信。同时公司成功和美国史密斯电器(控股)集团有限公司,深圳雅昌管业有限公司建立了长期 合作伙伴关系。
创办至今,公司陆续投入5000多万元作为内高压成型技术的研发投入。思豪核心技术团队由数十名研究生、硕士、博士和各高等院校金属材料成型研究方面的专家教授组成。至今,拥有各类专利40余项,承担国家、省市级科研项目十余项,并在内高压成型关键技术上,得到省、市领导的鼓励和大力的支持。目前已经与国内多所重点院校共建研发实验室,是国内外多家知名企业的特种成型装备专用指定供应商,并以内高压水胀成型装备为核心带动冷挤、拉伸、精密粉末充磁等多种液压技术共同发展。
-
 佛山厂家标准拉伸机,500吨四柱拉伸油压机,非标定做 标准拉伸机非标拉伸机
佛山厂家标准拉伸机,500吨四柱拉伸油压机,非标定做 标准拉伸机非标拉伸机
-
 供应用于拉伸成型机的佛山拉伸机 四柱液压油压拉伸机 800吨四柱液压油压拉伸机 五金
供应用于拉伸成型机的佛山拉伸机 四柱液压油压拉伸机 800吨四柱液压油压拉伸机 五金
-
 304不锈钢管件 医院给水工程食品级三通 不锈钢三通 厂家批发 不锈钢卡压件
304不锈钢管件 医院给水工程食品级三通 不锈钢三通 厂家批发 不锈钢卡压件
-
 国内多功能定制水管航天汽车轻量化热门 内高压不锈钢卡压式管件内高成形机
国内多功能定制水管航天汽车轻量化热门 内高压不锈钢卡压式管件内高成形机
-
 铜管件内高压成形机卫浴空调供暖厂家国内制造设备水管铜管内高压水涨成形机
铜管件内高压成形机卫浴空调供暖厂家国内制造设备水管铜管内高压水涨成形机
-
 生产高精尖厂家供应民用汽车零部件内高压一体水胀成形机 汽车零部件内高压成形机 汽车 零部件内高压成形机
生产高精尖厂家供应民用汽车零部件内高压一体水胀成形机 汽车零部件内高压成形机 汽车 零部件内高压成形机
-
 佛山200吨框架整形油压机 游戏币徽章成型设备
佛山200吨框架整形油压机 游戏币徽章成型设备
-
 三梁四柱油压机 菜盆拉伸机 液压成型设备
三梁四柱油压机 菜盆拉伸机 液压成型设备
-
 300T拉伸油压机 五金制品厂专用拉伸设备 佛山拉伸机厂家
300T拉伸油压机 五金制品厂专用拉伸设备 佛山拉伸机厂家
-
云南火锅拉伸液压机 拉伸机 四柱成形液压机 Y28拉伸机