



厂商 :济南晋安科技有限公司
山东 济南- 主营产品:
联系电话 :15552870889
商品详细描述
气动分度盘加工技术概述:
文章主要针对几种基本特征(孔、内凹、台阶、槽),讨论了这些基本特征的典型走刀路径、刀具选择和加工顺序等,并通过IP技术避免重复走刀,以优化非切削刀具轨迹。另外,Jong-Yun Jong还在他1991年的博士论文中研究了制造特征提取和基于特征的刀具及刀具路径。 特征加工的基础是实体加工,当然也可认为是更高级的实体加工。但特征加工不同于实体加工,实体加工有它自身的局限性。特征加工与实体加工主要有以下几点不同: 从概念上讲,特征是组成零件的功能要素,符合工程技术人员的操作习惯,为工程技术人员所熟知;实体是低层的几何对象,是经过一系列布尔运算而得到的一个几何体,不带有任何功能语义信息;实体加工往往是对整个零件(实体)的一次性加工。但实际上一个零件不太可能仅用一把刀一次加工完,往往要经过粗加工、半精加工、精加工等一系列工步,零件不同的部位一般要用不同的刀具进行加工;有时一个零件既要用到车削,也要用到铣削。因此实体加工主要用于零件的粗加工及半精加工。而特征加工则从本质上解决了上述问题;特征加工具有更多的智能。
文章主要针对几种基本特征(孔、内凹、台阶、槽),讨论了这些基本特征的典型走刀路径、刀具选择和加工顺序等,并通过IP技术避免重复走刀,以优化非切削刀具轨迹。另外,Jong-Yun Jong还在他1991年的博士论文中研究了制造特征提取和基于特征的刀具及刀具路径。 特征加工的基础是实体加工,当然也可认为是更高级的实体加工。但特征加工不同于实体加工,实体加工有它自身的局限性。特征加工与实体加工主要有以下几点不同: 从概念上讲,特征是组成零件的功能要素,符合工程技术人员的操作习惯,为工程技术人员所熟知;实体是低层的几何对象,是经过一系列布尔运算而得到的一个几何体,不带有任何功能语义信息;实体加工往往是对整个零件(实体)的一次性加工。但实际上一个零件不太可能仅用一把刀一次加工完,往往要经过粗加工、半精加工、精加工等一系列工步,零件不同的部位一般要用不同的刀具进行加工;有时一个零件既要用到车削,也要用到铣削。因此实体加工主要用于零件的粗加工及半精加工。而特征加工则从本质上解决了上述问题;特征加工具有更多的智能。
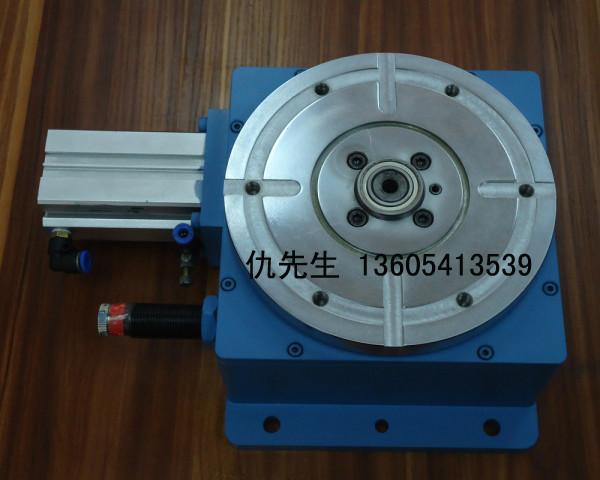
气动分度盘与摆头是多坐标数控机床的关键部件,是非常重要的部件,传统的采用高精度蜗杆蜗轮等传动的转台与摆头不仅制造难度大、成本高,而且难以达到高速加工所需的速度和精度.因此必须另辟蹊径开发数控转台和摆头的新型电磁驱动系统,以实现数控机床旋转运动坐标的零传动驱动,加速促进我国高速高精度多坐标数控机床的发展.为了使数控转台系统在受到切削力等干扰时还能保证加工质量并使系统具有足够的加工精度.我们要充分利用直接驱动高响应的优点,在保证系统稳定的同时,提高系统的系统刚度.对于特定的特征可规定某几种固定的加工方法,特别是那些已在STEP标准规定的特征更是如此。如果我们对所有的标准特征都制定了特定的加工方法,那么对那些由标准特征够成的零件的加工其方便性就可想而知了。倘若CAPP系统能提供相应的工艺特征,那么NCP系统就可以大大减少交互输入,具有更多的智能。而这些实体加工是无法实现的;特征加工有利于实现从CAD、CAPP、NCP及CNC系统的全面集成,实现信息的双向流动,为CIMS乃至并行工程(CE)奠定良好的基础;而实体加工对这些是无能为力的。


标签:
相关产品推荐







