

厂商 :浙江凯豪塑料模具有限公司
浙江 台州市- 主营产品:
- 震动摩擦焊接模具
- 物流类模具
- 汽车类模具
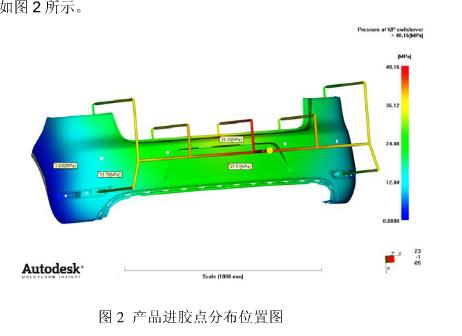
2.模流分析 根据产品结构及工艺性要求对模具进行模流分析,使用CAE软件对其注塑工艺性进行仿真分析,根据产品形状和注塑工艺,模具采用7点进胶,本次设计采用针阀式热流道技术,缩短成型周期、提高了生产效率,改善熔接痕的同时也节省了原料。在大型模具设计中,针阀式热流道系统设计应用愈来愈广,特别是保险杠,仪表板,副仪表板等等。浇口详细位置
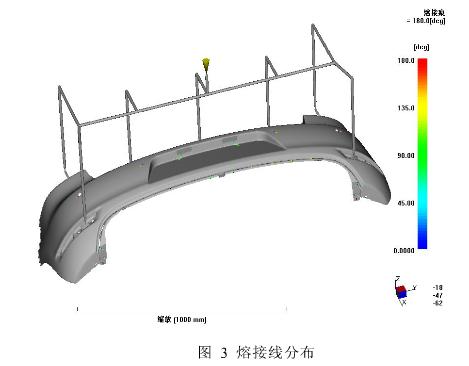
经过分析后,按照产品外观要求对比结果,在图3中可以看出,熔接线只有在若干孔周围有少许熔接痕,且熔接痕会合角度大,完全符产品要求, 3.模具的结构的设计 模具主要结构如图4所
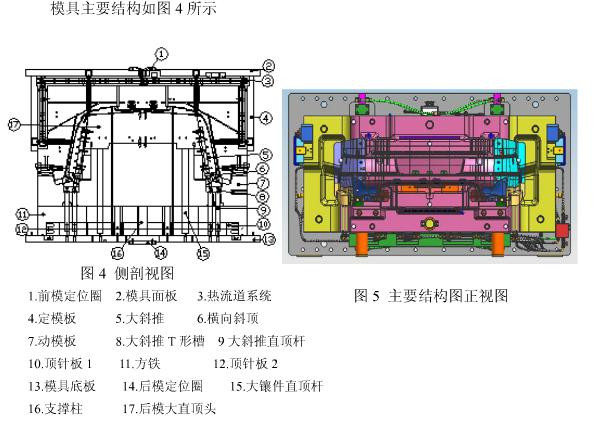
4.内分形结构 在模具的设计中为了保证产品外观质量,采用内分型来使分型线设置在不可见的B面,使得无论是加工的误差还是模具在长期生成后产生的飞边,都不会影响到产品的外观质量,这样使生产的产品既满足了客户的要求,又大大提高了产品的合格率,利用斜顶块加横向滑块并使用变轨来使产品顺利脱模
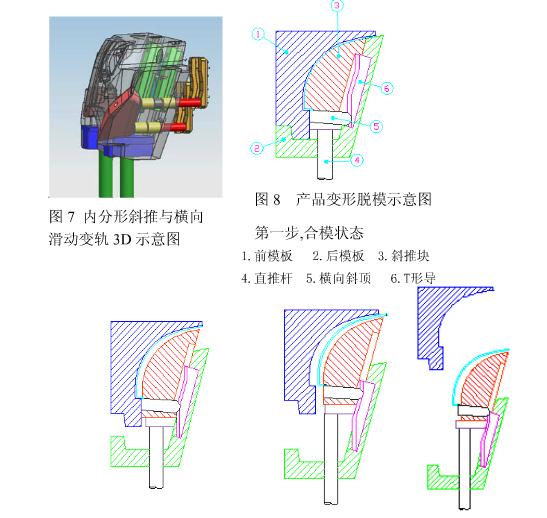
图9第二步,大斜顶后退 图 10 第三步,产品变形完图8 产品变形脱模示意图 图 11第四步,变轨结束
横向斜顶5在斜推块3中运动,末端通过导轨6与动模连接。T形导轨6为多角度导轨控制横向斜顶5的运动。 通过设定注塑机程序,在一定的开模距离内开模的同时使顶出系统与定模相对位置保持不变。与此同时内部,斜推向后移动,而斜推内横向滑块由于导轨6的作用暂使得横向滑块与定模保持位置不变,这样使定模与动模之间产生可让产品变形的空间,如上图 9 ,继续开模。这时斜推内横向滑块由导轨6的作用,迫使横向滑块向内移动,同时使产品变形脱离定模倒扣。如上图 10 。此时动、定模再打开,到最后顶出时又通过导轨6的作用使横向滑块变形回复到原来状态,如上图 11。进行第二次顶出将塑件推出,以利取件。 5.结束语 合理的设计汽车保险杠注塑模具。根据产品的结构,设计了内分型变形脱模机构,实现了产品两侧整体变形脱模.实践证明,汽车注塑保险杠模具使用内分形,该模具脱模机构运行灵活,结构稳定可靠
台州黄岩凯豪塑料模具有限公司是一家专业从事设计和制造大中型塑料注塑模具,塑料吹塑模具及塑料制品的厂家,主要制造汽车配件模具、家用电器模具、 托盘模具、周转箱模具、啤酒箱模具、和日用制品模具、电工电动的模具等。
作为中国注塑模具制造商之一, 公司致力于以最短的时间向国内外的客户提供高品质,具有竞争力的产品。 成为客户的首选供应商及永久的合作伙伴是我们的奋斗目标。我们拥有一批优秀的专业设计师及经验丰富的模具制造者。不断的技术更新使我们拥有多台世界上先进的模具制造设备,同时建立了先进的CAD/CAM/CAE系统和集中管理系统,在公司内部实现了信息资源的共享及高速传递,大大提高了模具设计与加工的一体化进程,为各种高、精、尖模具的设计、制造提供了有力的保证。公司年生产模具达到800套。刻苦,奋进,精益求精是凯豪公司之本色;学习、创新、赶超国际模具先进水平是凯豪人不懈的追求;体积、复杂、深腔、薄壁、精密是凯豪模具的特色和能力。
高起点的凯豪模具厂,将致力与客户一起,不断追求卓越、创造卓越,共同谱写模具业的光荣与梦想!









