



厂商 :东莞市厚街荣达液压机械厂
广东 东莞- 主营产品:
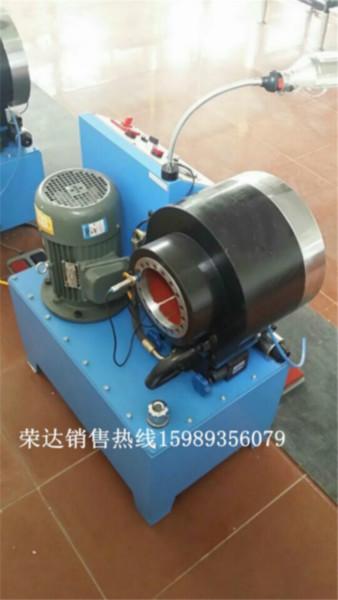
- 高压油管机
- 锁管机
- 钢管扣压机
克拉玛依市扣管机厂家销售
参数规格1.5寸高压油管压管机产品技术参数如下:
1.压管通径:Φ6~38mm(最大1.5英寸,最小2分)
2.电机功率:2.2KW
3.额定电压:三相AC380V或单相AC220V
4.最高油压:31.5Mpa
5.油泵流量:2.5ML/REV
6.最大扣压力:≥3000KN
7. 随机配套模具: 1/4 3/8 1/2 5/8 3/4 1″ 1,1/4 1,1/2
8. 外型尺寸:700mm*400mm*700mm(L*W*H)
9. 整机重量(不含油):150KG



10.可装50升48#液压油.
2寸高压胶管压管机 产品技术参数如下:
1.压管通径:Φ6~Φ51mm(最大2英寸,最小2分)
2.电机功率:2.2KW
3.额定电压:三相AC380V或单相AC220V
4.最高油压:31.5Mpa
5.油泵流量:2.5ML/REV
6.最大扣压力:≥3000KN
7. 随机配套模具: 1/4 3/8 1/2 5/8 3/4 1″ 1,1/4 1,1/2 2″
8. 外型尺寸:700mm*400mm*700mm(L*W*H)
9. 整机重量(不含油):200KG
10.可装50升48#液压油.
本机床附带8副模具,可根据不同规格胶管的扣压加工。
油管接头通径:Φ6~Φ51mm(最大2英寸,最小2分)
油管接头油管常用规格1/4 3/8 1/2 5/8 3/4 1″ 1,1/4 1,1/2 2″
【高压胶管压管机】工作原理
柱塞泵安装于油箱内浸泡在液压油里达到科学散热静音的设计目的,柱塞泵在电机驱动下,输出液压油,推动扣压油缸内的柱塞运动,致使模座径向收缩,实现模具对胶管接头外套的挤压。当收缩量达到千分尺预定值时,挤压自动停止,电磁换向阀换向后,油缸内的柱塞反向运动,模具随之张开,扣压胶管完成。
【高压胶管压管机】安装调试
搬运:压管机适宜采用叉车搬运,并以压管机底部受力,压管机严禁倒置。特别添加抬手,方便没有叉车的用户随意搬置。严禁搬抬压管机头及电机、电器箱部位。
安装:压管机需水平放置在稳固的地基上,并作接地处理。
注油:打开油箱盖,油箱中加入46液压油到油位表2/3位置。
接电:将电源线接在压管机规定的电源上,启动电机观察转向,电机转向应与电机所标方向一致。如果电机转向和所标方向不一致,请调换其中两根火线位置。
千分尺:用于调节扣压胶管收缩量的大小,逆时针半周多压进1mm,顺时针半周少压进1mm。
压力调整:压管机系统最大压力为31.5Mpa,靠溢流阀调整,顺时针调整压力增大,逆时针调整压力减小(出厂时已调好,必要时可以自行调整)。模具张开速度调整:模具张开速度的快慢,由分流阀控制,顺时针调整,张开速度加快,逆时针调整,张开速度减慢,但张开速度过快会使噪音增大,最佳值不大于10Mpa(出厂时已调好,必要时可以自行调整)。
【高压胶管扣压机_高压胶管压管机】扣压操作
1. 压管机初次使用时应空载扣压20~30次,观察各部位均正常后方可使用。
2. 压管机在冬季使用时应空载扣压20~30次,以使油温增高一些。
3. 按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。
4. 把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部长度。
5. 按下扣压按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。
压管试例所选使用模具参照所扣压的塑胶管,如扣压后不满意,微调千分尺后扣压下一根胶管。扣压胶管接头时:扣压尺寸过多,胶管内胶层被压断,造成漏油;扣压尺寸太少,造成漏油和被油压冲脱接头。务必掌握合理扣压度,以接头芯子内孔收缩度为准。
】注意事项
1.扣压时要尽可能将接头置于模具中心,不要压在六角螺母上。
2.防止工具和其他异物进入压管机头内。
3.每次在工作完毕后必须使八块模座张开到最大程度,这样可使弹簧处于张开状态保养好弹簧,油缸也处于泄压状态延长油封的寿命。
维护保养
1.油箱的液压油超过液压油厂商规定时效应更换,或者目视油位表,如果液压油已氧化偏黑了一定要更换。
2.经常往模座移动面抗磨润滑油。
3.非压管机工作时间,请盖好防尘罩防止杂物掉入模座内
【压管机扣压机】使用说明
1).加好液压油,使用46号抗磨液压油30公斤。
2).接好电源.
3).安装好你所需要的模具。
4).电机开关控制电动机。
5).启动开机后看电动机是否顺时针方向运转。
6).微调应与进退开关配合使用,向顺时针方向旋转即大,反之即小,然后再按一下进退按钮,即停止工作。
7).进退开关的“合模”为缩小,“开模”为退开
8).客户要拆装磁吸开关清洗,必须按照我公司的线路图安装。(如擅自更改颜色及拆装,不遵守线路图装置,本公司一律不负责保修)





