厂商 :威海三丰电子公司
山东 威海- 主营产品:
- 龙门铣数显
- 联轴器
- 编码器
一、带零位信号光栅尺的具体作用
某些自动化半自动化设备上使用光栅尺时,需要寻点功能,也就是找到原始点,找到参考点。光栅尺上叫零点,原点。光栅尺上带原点的光栅尺,会比普通的光栅尺多一点信号,即R信号。一般光栅尺可以带一个原点,这个原点可以在尺子的中央,也可以在尺子的两头的任意一头。光栅尺也要以带多个原点,两个、三个原点。一般,光栅尺最多要以每隔50MM带一个原点。也可以在尺子的两头各带一个原点,也可以两头和中央位置各带一个原点。或者每隔50MM带一个原点。 光栅尺带原点,当读数头移动到原点的位置时,R信号输出一路脉冲信号。自动化设备通过检测这一路信号,从而定位光栅尺的位置,从而也就定位的机器设备的初始位置。以达到自动检测的目的。 带原点的光栅尺一般用在半自动化设备上,自动化设备上,二次元上作为驱动信号,以及一些需要驱动信号的特殊机器上,作为驱动信号输出给控制设备方。自动寻边,和某些具有特殊功能的数显表上面。
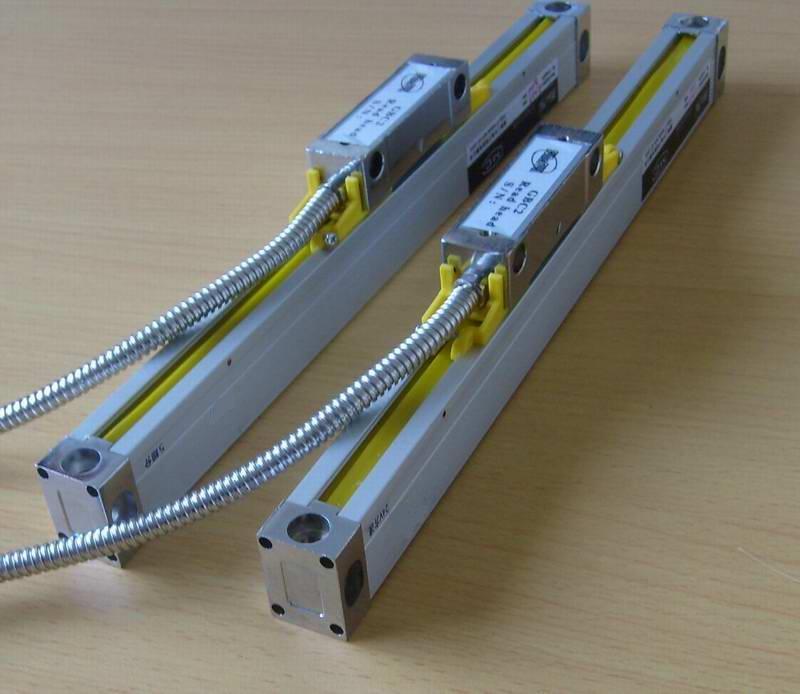
二、GBC-Q光栅尺参数
sunefull光栅尺:测 量 范 围: 50mm~3000mm
测量 准确 度:
±6μm/m~±10μm/m
测 量 基 准: 光栅周期20μm的光学玻璃尺
光学测量系统: 透射式红外线光测量系统,红外线波长880nm
反 应 速 度:
60m/min(0.005mm) 25m/min(0.001mm)
读数头滑动系统:垂直式五轴承
输 出 讯 号:
TTL/EIA-422-A
讯号传达周期: 20μm
供 应 电 压: DC
5V±5%
采用最高优质的PU材料制造出耐油、高弹性及抗老化胶封。由工程师精心设计出最佳的闭合角度和最适中的软硬度,保证最佳的密封性能和最少的磨擦阻力。读数头滑动部分结构采用已被验证为最可靠耐用的五轴承设计,保证光学感应系统能长期稳定地在光栅尺上畅顺滑行。
读数头滑动部分结构采用已被验证为最可靠耐用的五轴承设计,保证光学感应系统能长期稳定地在光栅尺上畅顺滑行。
弹簧的几何设计经过精确详细的力学模型分析,并采用高级的德国制弹簧钢材制造。确保光学感应系统就是在高速的移动情况下,仍能紧贴在光栅尺上无跳动地滑行。
所有轴承均采用日本JIS 规格高精度轴承,保证滑行畅顺,跳动量低,可靠耐用。
采用美国Honeywell公司的高效能AIGaAs 红外线发光管为光源。讯号强而稳定,可靠性极高
威海三丰电子科技有限公司主营GBC-Q光栅尺、信和光栅尺、万濠光栅尺,德国原装进口siko磁栅尺、磁头、国产光栅尺,球栅尺,数显表、计数器,SCHA系列编码器、进口编码器,联轴器器,铣床自动走刀器等电子元器件,上述产品均可根据客户要求定做,厂家直销无差价!另外我公司在数显改造领域已有十年安装调试经验,品质保证,服务一流!欢迎您的来电!
光栅尺定义:
光栅尺通过摩尔条纹原理,通过光电转换,以数字方式表示线性位移量的高精度位移传感器。光栅线位移传感器主要应用于直线移动导轨机构,可实现移动量的精确显示和自动控制,广泛应用于金属切削机床加工量的数字显示和CNC加工中心位置环的控制。该产品已形成系列,供不同规格的各类机床选用,量程从50毫米至30米,覆盖几乎全部金属切削机床的行程。
光栅尺分类如下:
5V,12V,15V,24V的方波,细分尺,正弦尺,也有专为火花机提供的抗干扰能力强的正反码信号尺,及与电脑数控机床相连的高功率光栅尺。
光栅尺按结构分宽尺和窄尺两种。窄尺最长可做1米,宽尺30米内任选。
另外可分为敞开式和封闭式两类。其中敞开式光栅尺为高精度型,输出波型为正弦波,主要用于精密仪器的数字化改造最高分辨率可达0.1um。封闭式光栅尺则主要用于普通机床、仪器的数字化改造,输出波型为方波。
光栅尺主要应用:
1、各类测量机构、仪器的位移测量:弹簧试验机、三坐标机、投影仪
2、各类机床的数显系统:车床、铣床、磨床、镗床、电火花、钻床等
3、各类数控机床的配套使用:数控铣、加工中心、数控磨等
4、配接PLC,用于各类自动化机构的位移测量.
光栅尺产品特点:
1、光栅尺是最先进的光学测量系统,采用可靠耐用的高精度五轴承系统设计,
保证光学机械系统的稳定性,优异的重复定位性和高等级测量精度。
2、光栅传感器采用密封式结构,性能可靠,安装方便。
3、光栅尺采用特殊的耐油、耐蚀、高弹性及抗老化塑胶防水,防尘优异,使用寿命长。
4、光栅尺具体高水平的抗干扰能力,稳定可靠。
5、光源采用进口红外发光二极管,体积小寿命长。
6、光栅尺采用先进的光栅制作技术,能制作各规格的高精度光栅玻璃尺
光栅尺安装:
光栅尺的安装比较灵活,可安装在机床的不同部位。
一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。
1、光栅尺安装基面
安装光栅尺传感器时,不能直接将传感器安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺(尺身)及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm~1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座。
基座要求做到:(1)应加一根与光栅尺尺身长度相等的基座(最好基座长出光栅尺50mm左右)。(2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm~1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1~1.5mm左右。
2、光栅尺主尺安装
将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm~1000mm以内时,把M2螺钉彻底上紧。
在安装光栅主尺时,应注意如下三点:
(1) 在装主尺时,如安装超过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。(2)在有基座情况下安装好后,最好用一个卡子卡住尺身中点(或几点)。(3)不能安装卡子时,最好用玻璃胶粘住光栅尺身,使基尺与主尺固定好。
3、光栅尺读数头的安装
在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。最后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1~1.5mm以内。
4、光栅尺限位装置
光栅尺全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅尺时,应尽量选用超出机床加工尺寸100mm左右的光栅尺,以留有余量。
5、光栅尺检查
光栅竖线系统安装完毕后,可接通数显表,移动工作台,观察数显表计数是否正常。
在机床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。
通过以上工作,光栅尺数显系统的安装就完成了。但对于一般的机床加工环境来讲,铁屑、切削液及油污较多。因此,传感器应附带加装护罩,护罩的设计是按照传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力。