厂商 :台州市黄岩新视觉塑模有限公司
浙江 台州- 主营产品:
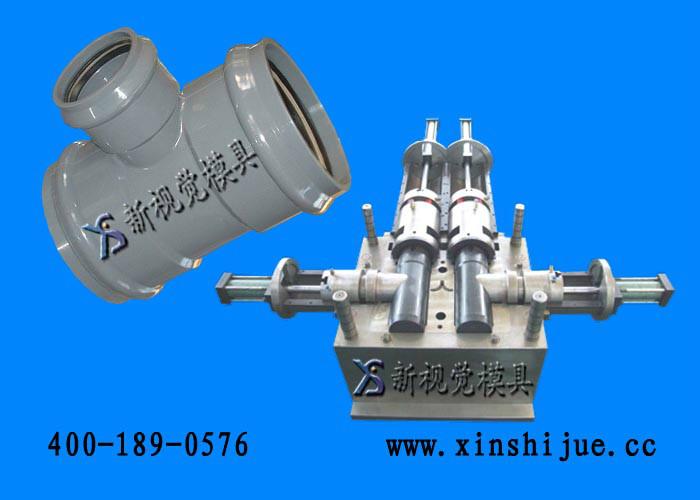
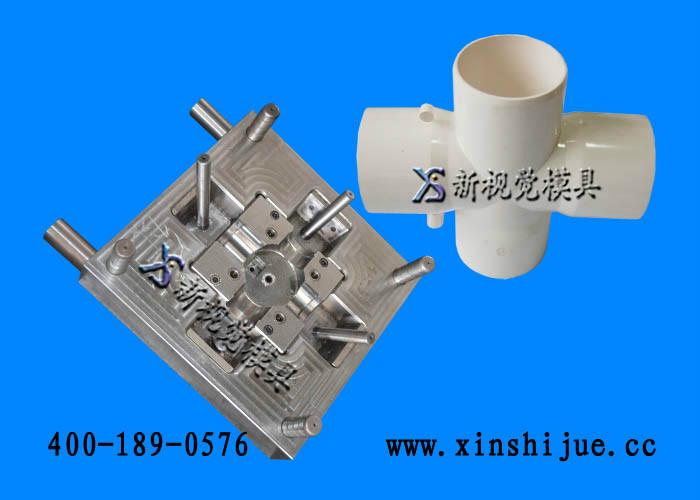
- 注塑管件模具
- 建材管件模具
- 塑料管件模具
台州市黄岩新视觉工贸有限公司成立于2003年,是专业设计制造模具和设计开发生产塑料产品与销售的高新技术企业。公司先后通过了ISO9001:2000质量体系认证,公司秉承“质量是企业的生命”的核心价值观,坚持以科技为动力,以质量为核心,不断加强质量诚信管理,实施卓越绩效模式,实行对客户全面的技术支持。以不断追求卓越的精神,坚守经营道德,为顾客创造价值,为社会创造财富,为企业创造利润,为员工创造机会。企业得以迅速发展。并产品出口到多个国家和地区,国内有一汽,二汽,大众,吉利等下属供应商合作。公司以优良的品质和服务赢得国内外客商的赞誉。
目前,本公司设计制造和生产的精密模具有:管件模具,家电模具,日用口模具,薄壁模具,汽车塑料产品注塑模具、汽车内饰件自结皮发泡模具(方向盘发泡和自动、手动排挡手球发泡模具),电子和电器开关等模具。并可以开发生产精密注塑塑料产品。 竭诚欢迎海内外朋友莅临本公司参观指导。
设备技术
模具流程:审图---备料---加工---模架加工---模芯加工---电极加工---模具零件加工---检验---装配—飞模---试模---生产
加工设备:数控加工中心、数控电火花、数控车床、数控钻床、高速数控精雕、数控线切割等高精度先进加工设备
加工能力:模具设计、模具制造及注塑成型加工
模具材料:P20,718,718H,2738,2316,S136等等多种材料供您选择,模架:45#预硬> 30 HRC
冷却系统:优化设计的循环流水,提高生产效率,降低您的成本
中期处理:调质,提高硬度。
后期处理:氮化(氮化处理温度低,变形很小,不再需要进行淬火更具有很高的表面硬度(大于HV850)及耐磨性)
模具寿命:P20正常使用不低于50万模次,经过我们的技术处理高达80万模。
设计流程
对每一副模具我们新视觉都有一套完整的,精密的技术要求以及制造理念:
1、成型零件设计
赋予成型材料形状、结构、尺寸的零件,通常由型芯(凸模)、凹模型腔以及螺纹型芯、镶块等设计。
2、浇注系统设计
它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。
3、导向部件设计
为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件, 保证脱模机构运动平稳可靠。
4、脱模机构设计
实现塑件和浇注系统脱模的装置,其结构形式很多,最常用的有顶杆、顶管、顶板及气动顶出等脱模机构,一般由顶杆、复位杆、弹弓、顶杆固定板、顶板(顶环)及顶板导柱/导套等组成。
5、抽芯机构设计
对于有侧孔或侧凹的塑件,在被顶出脱模之前,必须先进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统设计
为了满足注射成型工艺对模具温度的要求,需要有模温调节系统(如:冷却水、热水、热油及电热系统等)对模具温度进行调节的装置。
7、排气系统设计
为了将模腔内的气体顺利排出,常在模具分型面处开设排气槽,许多模具的推杆或其它活动部件(如:滑块)之间的间隙也可起到排气作用。
8、其它结构零件设计
是指为满足模具结构上的要求而设置的零件(如:固定板、动/定模板、撑头、支承板及连接螺钉等)。
产品参数
模具名称:管件模具
模具尺寸:800*700*500(具体看产品)
成型周期:30-100秒(看产品)
模具寿命:80-300万次
注塑机型号:220t
脱模方式:自动脱模
工序组合类型: 单工序模
模具安装方式: 固定式模具
成形方式: 注射成型模
包装方式:木箱
加工周期:30-45天
模具保养及售后服务
模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。模具保养主要分三点:
1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。
2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等。
3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,防止灰尘进入型腔。
4.运输方式:在模具出运前必须装上锁模片,包装坚固、防锈,物流运输
5.售后服务:模具免费保修1年。24小时全天免费技术服务电话