厂商 :博创机械设备有限公司
河北 廊坊- 主营产品:
- 激光切割机
- 木工雕刻机
- 数控等离子切割机
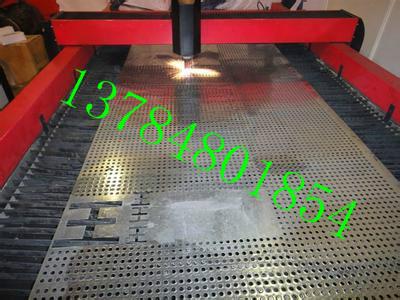
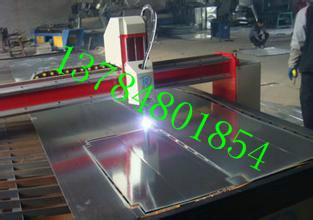
等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区!(工作气体是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)
3等离子切割机特点
编辑
一般的等离子电源都有起弧信号. 起弧成功信号. 实际弧压输出
起弧信号:也就时一个输入信号,相当我们的启动信号。
起弧成功信号:(也就是起弧成功后等离子本身会检测到然后输出一个开关量信号),不过有的等离子没有这个功能,平时和客户沟通时要注意。
实际弧压输出:等离子工作中会检测割据与切割版之间等离子的实际弧压,用来给外部自动调高系统用。
等离子切割机常见故障分析:
在日常实际操作的过程中,等离子切割机电弧的稳定性直接影响着切割质量,等离子切割机电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。武汉领航数控根据这一现象特作出以下解答,以供广大用户参考。常见的因素主要表现在气压过高或者过低,下面就为大家讲解一下导致气压过低或者过高的原因及解决办法:
1.气压过低:等离子数控切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
解决方法:使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2.气压过高:若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法:检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
等离子数控切割的优点与缺点
销售电话:13784801854
等离子在水下切割能消除切割时产生的噪声,粉尘、有害气体和弧光的污染,有效地改善工作场合的环境。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过150mm,拓宽了数控等离子切割机切割范围。
数控切割机等离子切割:
数控等离子弧切割是数控切割机机床利用高温等离子电弧的热量使工件切口处的金属部局熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。为大家简单的介绍下数控等离子切割机的优点与缺点:
缺点:
1.切割20mm以上钢板比较困难,需要很大功率的等离子电源,成本较高。
2.切割厚板时,割口成V
优点:
1.切割领域宽,可切割所有金属板材;
2.切割速度快,效率高,切割速度可达10m/min以上;
3.切割精度比火焰切割高,水下切割无变形,精细等离子切割则精度更高。
4等离子数控切割机的危害性
博创公司经营模式本着,以人为本客户至上,没有最好只有更好,精良的设备为客户创造效益,为真诚合作架起友谊的桥梁,欢迎全国客户来本公司考察参观,我们以最真挚的服务欢迎您.
http://zk137848.jdzj.com 上面有你需要的更多产品,敬请点击博创官网
欢迎您的来电13784801854