



厂商 :昆山雅炀复合材料科技有限公司
江苏 苏州市- 主营产品:
- 润滑剂分散偶联相容剂
- 木塑发泡配方技术
- 木塑发泡挤出设备



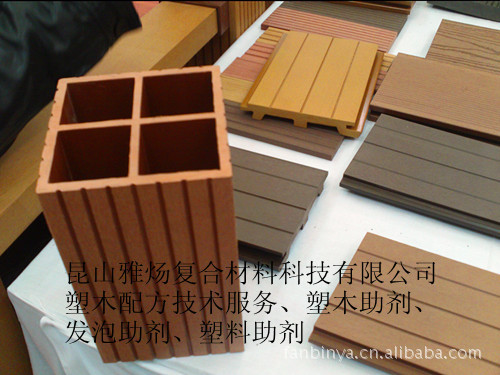


木竹塑复合材料助剂设备技术配方
雅炀科技范工对木竹塑复合材料技术的简述:
木竹塑顾名思义是木竹粉中加塑料或塑料中加木竹粉。塑料是相容剂,木竹粉和其他纤维是增强剂。如何做好木竹塑我的拙见是:
总体是人、机、料。我们的设备机械化程度不高,人的工作责任性,配方工艺,发现问题及解决问题的能力是做好产品的关健;设备(模具)的好坏对产品质量和生产稳定性及产能的提高至关重要;原料包括树脂、纤维、无机物、稳定剂、润滑剂及其他功能助剂的选择
一,人是生产的主体,再现代化的设备都离不开人。
企业要对管理者和现场作业员进行系统的培训。如:
A,观念的培训:
1,企业的每个人能把企业的发展,荣辱与自身的事业的发展联系在一起,企业是公司每个人的企业,企业的发展就是自己事业的发展。
2,企业员工要有良好的工作责任心和积极的工作态度。
3,人人必须具有安全观、品质观、成本观。
4,企业也须为员工提供好的工作环境发挥智慧的平台,关心员工,在必要时为员工排忧解难。
B,操作工艺分为原料和制品的生产。
1,原料生产。主要培训如何操作混合,造粒设备及工艺流程,如何保证操作的一致性,注意事项,异常的处理,物料的添加等。
2,制品生产。操作工艺流程,设备控制开关的操作,如何装模,开关机注意事项,温度的设定,牵引方法,如何控制品质,异常的处理,品质的自检,半成品的摆放,不良品的处理,如何停机,拆模,停机注意事项及整理工作等。
二,PP/PE木塑设备与原材料。
1, 国内生产木塑一般采用两种工艺一步法或二步法生产,无论是哪种工艺设备的好坏都会影响产能,质量,生产的稳定性,成本等。设备的好坏与减速机,螺杆炮筒的设计和加工精度,温控的准确性,电机功率大小的配置,变频器的好坏,定型台的平稳性,引出机牵引力的大小和稳定性等。 模具的设计尽可能有较大的压缩比和较长的定型段这有利于发泡和提高制品的表面关泽度和硬度。
2,原材料的选择:
a, PP/PE回料的选择,回料最好选熔指不要太高的回料,在1.0以下最好。颜色不要太深,颗粒大小均匀,粒子无孔或孔较少。最好用一级回料,有些回料已使用过好几次,会降低力学性能。
b, 纤维选目数在50-80目左右,且灰分,含水率较低的纤维最好颜色一致统一均匀。
c, 助剂的选择。木塑加工助剂的选择很重要,它关系到生产的稳定,速度,产品的质量,产品的使用寿命。雅炀科技自主研发的P02和PA02A是专用于PP/PE木塑挤出与注塑的高效润滑偶联分散剂。用于PP/PE木竹塑的润滑剂绝不含硬脂酸盐(硬脂酸钙、硬脂酸锌),因为硬脂酸盐会对木塑产品造成以下不良影响:
1,硬脂酸盐熔点高与树脂相容性差会导致析出,影响产品外观和物理性能。
2, 硬脂酸盐中的金属离子对树脂的后期老化降解有一定的促进作用,这样严重影响木塑制品的使用寿命。
3, 木塑(除PVC以外,基本都有添加马来酸酐接枝相容剂),物料中的水分与马来酸接枝物反应生成马来酸,马来酸与硬脂酸盐反应严重影响酸酐接枝相容剂的偶联功能,进而影响到产品力学性能和提高吸水率
常规润滑剂A(EBS+PE或石蜡+硬脂酸盐)和常规润滑剂B(PE蜡或石蜡)+硬脂酸)和PA003/PA03(润滑剂C)产品物理性能比对如下:
|
润滑剂 |
用量% |
最大载荷 |
弯曲模量 |
弯曲强度 |
吸水率 |
检测式样跨距 |
|
A |
3-4 |
2150N |
2650 |
14.8 |
0.9% |
308mm |
|
B |
3-4 |
2250N |
2810 |
15 |
1.1% |
308mm |
|
C |
2-2.5 |
3006N |
3270 |
19.5 |
0.48% |
308mm |
三、PVC木塑设备与原材料
1,生产PVC木塑据产品要求不同而选择不同的生产工艺。如生态木以二步法生产,而线条、移门、门板、大板用一步法生产。且以微发泡较多。
2,PVC木塑用原材料,
a,对于发泡制品而言, 树脂采用低聚合度分子量,流动性好有利于发泡和生产的稳定性。
b, 助剂
1)稳定剂:最常用的稳定剂有复合铅盐稳定剂,钙锌稳定剂,稀土稳定剂,有机锡稳定剂等。企业可据产品质量,成本,环保性能的选择所需的稳定剂。稳定剂不是越多越好其也有一个最佳添加量,少了热稳定性不够,多了影响塑化和产品物理性能。
2)润滑剂:润滑剂品种的选择和其用量的合理搭配,内外润滑的平衡和保证前中后期足够润滑剂量是保证木塑生产正常的关键。不同的机台润滑剂用量也不同,单螺杆比双螺杆用量多且内外滑侧重点也不同,设备的新旧和大小用量也不一样,制品结构的简易内外滑的用量都不同,不同的稳定剂滑剂的用量也不一样。
3)发泡剂:木塑发泡制品模具基本采用赛卢卡式设计这有利于提高发泡倍率和中空制品的生产,建议采用CCR-10发泡剂,其对热变形,耐候性,环保性等要求较高的片材,型材,管材而开发的一支改性发泡剂,发气量略小于CCR20A,但分解完全,对提高制品的刚性,维卡均有帮助。其分解速度慢使挤出物离开模头时表面很快冷却,有助于形成密实表面的泡孔结构,适用于赛卢卡和结皮发泡。
4)发泡改性剂:发泡改性剂提高物料熔体强度。利于发泡和改善加工性能。
5)偶联剂的使用有利于提高纤维和无机填料的相容性以提高产品的力学指标和降低制品的吸水率,本人建议用A-88其使用量是纤维和填料总和的1.5%,其价格适中用量和性能可与硅烷偶联剂相媲美。且是固体粉状物称量和添加方便。
6)增韧增强增刚剂:木塑制品最好是不加或少加弹性体增韧剂,弹性体会影响制品的刚性和降低维卡。雅炀科技的YZ系列具有曾刚增强增韧的加工改性剂,下面是YZ93与CPE的一些性能对比。
|
产品 |
拉升强度 MPa |
屈服强度 MPa |
常温冲击 23°C,KJ/m? |
低温冲击 -10°C,KJm? |
弹性模量 MPa |
|
CPE |
44.55 |
41.6 |
18.6 |
13.6 |
3000 |
|
YZ93 |
50.35 |
46.8 |
25.66 |
16.2 |
4023 |
7)加工助剂:据需添加
8)填料和纤维。填料与纤维的种类与用量的合理选择与搭配对提高产品质量及提高设备的使用寿命至关重要。不同外观形状的纤维,无机填料按一定比例搭配可产生协同作用有利于提高产品力学性能。填料和纤维的添加量决定产品的质量和密度。
3, 原料的生产工艺
木竹纤维是吸水性较强的材料一般含水量在15%左右甚至更高,无机填料也达到5%左右,含水量的高低影响塑料特别是木塑生产稳定性和制品质量,如影响发泡倍率、制品的吸水率、制品的变形、制品的耐候性和其他物理性能。所以水分最好控制在1-3%以内。
纤维和填料--加入高混机里--混到100度--加入适量的偶联剂--混到110-115度--关掉马达不动时打开混合机大盖2-3分钟--加入PVC,稳定剂--混到80度--加润滑剂及其他助剂--100度加加工助剂,发泡剂--120-125卸粉--粉卸完后马达停止了再打开大盖2-3分钟后再混下一手料(最好混五手料清理一次混合机)--粉在泠拌桶冷却到40度造粒或加入双螺杆生产。这样操作麻烦但生产和质量的稳定性好。
造粒时常要注意各温控温度是否准确,风机是否正常运转,电流的大小,粒子的粒径,表面,长度是否粘料,下料是否稳定,不能有断料的情况发生。
4,挤出工艺:注意以下几方面
a,挤出机各段温度的设定,关键是压缩段,计量段,模具。各温控的准确性如温控不准影响到发泡倍率和颜色。
b,各段风机的正常运转。
c,主机电流的大小和稳定性。如主机电流波动较大说明滑剂.加工助剂.纤维与PVC各组分之间分散不是很均匀。
d,主机速度务必保持一样,因速度的快慢会影响到发泡倍率及颜色。
e,烘干机的温度一般设定好,不宜太高和太低,且经常保持在桶的容积的80%左右加料,这样有利于生产和颜色的稳定提高制品表观质量。
f,不同颜色不同机台,胶粒存放时间的长短等生产时的温度设定都不同。且木塑发泡受外界环境及其他因素等对发泡倍率影响较大所以操作员要懂得出现不同的产品异常时适当调整工艺。
木塑制品急需解决的技术难题:制品的收缩,变形,表面硬度,耐候性。我觉得应从原材料的选择(树脂,纤维,无机填料,润滑剂成型工业)和模具的设计等方面考虑。对于耐候性还可做一些后加工处理。









