



厂商 :湖南桃花江有限公司
湖南 益阳- 主营产品:
- 重竹板材
- 竹集成材
- 竹皮
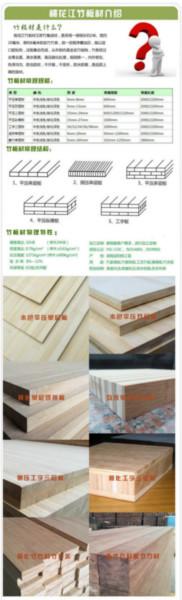
桃花江竹板材橱柜竹材衣柜竹板材家具竹材规格如下:
竹板规格:长度≤2550 MM、宽度≤1250 MM、厚度1.5mm-450 MM
常规规格:2440*1220 MM、2000*1000 MM、2000*500 MM,厚度5 MM、10 MM、
12 MM、15 MM、18 MM、20 MM、25 MM
结构分:平压竹板、侧压竹板、工字型竹板(台面竹板)、纵横竹板(家具竹板)。
颜色分:本色竹板(米白色)、碳化竹板(咖啡色)、斑马色(本色和碳化交错)。
注:特殊规格可按要求定做。



桃花江实业是我国实力最为雄厚的碳化竹材,本色竹材,互纹竹材生产加工企业,我司一直以来本着“诚信为本,顾客至上”的服务宗旨,为广大客户专业供应各种需求规格竹板材及根据客户产品选出最优竹板材供应方案。主营产品:竹单层板、竹多层板、竹家具板、竹工艺板、竹包装板、竹刨切皮等,竹材产品已经广泛应用于家具,装饰,工艺,礼品,包装,器材,玩具,卫浴等行业领域,得到了各位新老客户的一致好评和推崇。
桃花江实业对竹板材橱柜竹材衣柜竹板材家具竹材防霉、防腐、防蛀的综合措施主要是:
(1)保持环境的清洁:加工和贮藏环境及附近区域应避免竹材霉变垃圾存在,产生的竹材垃圾应及时处理,以减少空气传播霉菌的机会。
(2)改善贮藏条件:竹材成品与半成品都应当贮放在通风乾燥处。有条件的应配备通风和去湿设备,使室内相对湿度低於75%。竹材成品和半成品均应架空离地500mm堆放,以利通风乾燥。新伐竹材可竖立架於室外,减少与地面的接触,改善通风效果。
(3)煮浴:对於体积较小的竹材及竹制品,可进行70℃以上温度的煮浴处理。煮浴可以有效地减少竹材内滋生霉菌的可溶性养分,并且能杀死潜在的霉菌和虫卵。
(4)漂白:煮浴会影响竹材颜色。漂白处理也有杀死潜伏霉菌的作用。可用10%的双氧水进行漂白处理,效果良好。
(5)乾燥:竹材含水率对抗霉性具有重要意义,故竹制品在经过煮浴、漂白或热浸等工序之后应立即乾燥处理,以防空气中的霉菌於孢子在湿润的竹材表面繁殖。
(6)防腐剂及油漆的使用:应根据竹制品的种类及用途选用。经过乾燥处理后的竹制品应及时油漆,以防竹材吸湿转潮,竹材表面涂饰不仅美观,而且具有阻止霉变和虫蛀的作用。常用的竹材防霉防腐剂具有一定的毒性或刺激性气味,油漆能隔离竹材的防腐剂。
桃花江实业对竹片条含水率、胶料粘度、定型压模精度、加压方式、加工工艺等对竹构件有严格要求,确保加工而成的碳化竹材,本色竹材品质始终如一。
1竹片条含水率和胶料粘度
竹片条含水率是影响板件变形和胶合弯曲品质的重要因素之一,含水率过低,胶合不牢、弯曲应力大、板坯发脆,易出废品;含水率过高,弯曲后因水分蒸发产生较大内应力而引起变形。用低毒服醒树脂胶时,竹片条含水率以6%~8%为宜。竹片条应表面光洁,粗糙度小,这样用胶量小,竹片条间在压合时能充分贴合,胶合强度高。竹片条厚度在15mm以上时偏差不超过土0.1mm,同时应选用固体含量高、水分少的胶粘剂。
控制竹片条含水率和消除内应力的工艺是将竹片条送至浸煮池裏进行防霉、防蛙处理,然后有序地堆放在托架上,送入炭化窑在0.4MPa-0.5MPa,130℃-160℃的条件,进行碳化处理3小时-4小时。使竹片的含水率达到要求。然后再进行选片、配色、涂胶、组坯;竹片条经涂胶组坯后送入热压机胶合成为板坯,板坯需经达96小时的恒温定性处理,充分消除内应力后才可进行竹产品的后续加工。技术指标为:含水率6%-8%,气干密度:0.76g/cm3;静曲强度:厚度≤15mm时,≥98MPa;厚度>15mm时,≥90MPa;胶合强度:≥9MPa。
2定型压模精度
竹片条板的弯曲定型工艺是弯曲竹材集成材生产工艺中的关键。模具必须配合精密,才能压出胶合牢固、形状正确的胶合弯曲件。压模的材料应尺寸稳定性好,不易变形,具有一定的刚度。模具表面必须平整光洁。模具的曲线形状、曲率大小及结构直接影响成品品质。竹产品的曲率越大,弯曲定型的难度也越高,整根竹片条长度范围内的压缩差异也越大。在弯曲过程中应缓慢均匀加压,使竹片条受力均匀,操作时需在侧向准确定位才能保证被弯曲的竹片条捆不发生扭曲歪斜。考虑到弯曲竹集成材的弹性恢复,在模具设计制造时曲率半径需适当减小,待竹片条弹性恢复后即达到设计要求的曲率半径。
3加压方式与工艺
竹片条经蒸煮软化,趁热置於模具内加压弯曲,可使竹片条弯曲成要求的曲线形状,然后可进行乾燥定型或急剧冷却定型。乾燥定型所需的时间较长,随著干缩量的增大,加压装置需跟踪紧固才能使定型准确;急剧冷却定型在后续乾燥过程中会产生一定量的回弹,较难准确达到设计的曲率半径。加压弯曲的压力必须足够,使板坯紧贴模具表面,板层间紧密接触。
热压工艺参数是影响竹片条胶合弯曲的重要因素,压力应足够保持板坯弯曲到指定的形状和厚度,保证各层单板的紧密结合;温度和时间直接影响到胶的固化,太高的温度会降解竹材,使其力学性能下降,同时也会造成胶层变脆,同样,温度太低则会使胶固化速度慢,从而降低生产效率,同时容易造成胶合强度不足,容易开胶等缺陷。









