



厂商 :东莞市凯盟表面处理技术开发有限公司苏州公司
江苏 苏州市- 主营产品:
- 铜铝材酸洗钝化
- 电解抛光液
- 其他金属表面处理
联系电话 :15506133389
商品详细描述


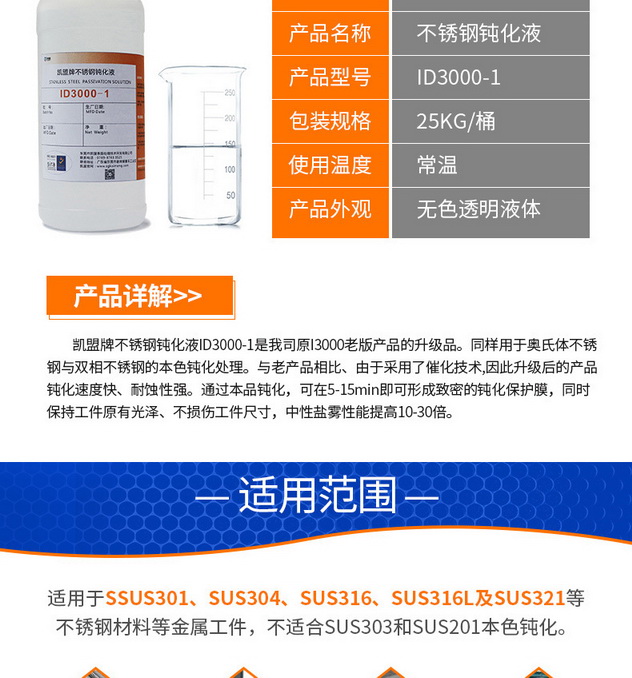






不锈钢精密零件电解抛光液 凯盟牌
主要用途:
本品主要适用于精密仪器、尤其是大面积薄板电解抛光时对抛光尺寸要求严格的电解,快速出光、尺寸研磨去除量较小,尺寸变动范围稳定,可有效保证零件尺寸精密性的同时使工件增光增亮.
特性与优点:
。工作效率高、质量好,0.5min之内可以快速使工件出光增亮、光泽度高、色泽一致;
。工件表面抛光余量可控制<0005mm,一致性好,稳定性强;
。本品不含对环境有严重污染的Cr6+等有du重金属物质,废水处理十分简单;
典型性质:
使用方法:
。初次使用本品者请详读物质安全数据MSDS说明,无经验者在专业人士指引下使用
。原液使用,加热电解液至60-70度,把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~8伏左右,电流18~30A/dm2左右抛光约1分钟取出工件漂洗,完成电解抛光工艺。
常规工艺流程:
除油脱脂—过清水---电解抛光—过清水—中和—过清水—烘干—包装
注:可根据实际情况,调整部分工艺流程。如增加钝化工序或减少相应工序。
相关产品推荐






