


厂商 :上海多木机电科技有限公司(精密焊机王)
上海 上海- 主营产品:
- 汽车
- 模具修补
- 医疗设备
联系电话 :15001830984
商品详细描述












上海多木机电科技有限公司是一家在经济浪潮中兴起的综合性高科技产业公司,专业从事高端电源、精密数控产品的开发、生产、销售。公司开发的特种电源已广泛应用于多个领域, 最新推出的微束等离子焊机专业用于精密零件、薄板等的焊接。而成功开发出应用于航空地磁探测的90KV的电源,更是填补了国内的空白。
公司始终秉承“高科技产品、高质量产品、高效率服务、”的宗旨,精心打造“诚信多木、专业多木”,不断提升企业核心竞争力,致力于成为行业的领军团队。
我公司焊机的特点:
1、 热影响区域小,在常温下焊补。
使用脉冲点焊功能由于焊接热能大小(电流1-200A)与输出时间在1/999ms(毫秒)内随意控制,配合焊丝的粗细通过对控制面板上电流与输出时间的调节。瞬间使补材熔接到工件上,没有多余的热输入,所以热输入极小,因此避免了常规焊机在焊补时变形、咬边和退火等缺点。
2、 焊材材质对应较全,适合各种部位的焊补,焊补的精度可于激光焊媲美,焊丝(0.1mm—2.0mm)粗细的都可以使用,修补速度快捷方便。
3、 使用方便灵活,可直接现场修补,免除对工件或修理部分做昂贵的分离工作。
4、 可以根据要求选用不同的焊丝来满足相对应的要求,使用不同硬度的材料,可得到不同的焊后硬度(如:60HRC)。对冷冲模的韧口及刀具刃口也可进行焊补,免除了普通氩焊繁锁的预热、保温等过程,直接进行焊补打磨即可。
5、 最小电流在2A可以稳定燃弧工作,针对精细工件于薄壁件也可简单的得到解决。
6、 极强的结合牢固度,本机焊补属熔焊,焊后结合强度极高,可适合各类加工形式,不会出现脱落现象。
7、 操作简单易学,非专业人员经短时间培训即可进行操作。
一、模具行业
1、 注塑模 2、冲压模 3、压铸模 4、橡胶模 5、铜合金模
补焊后的模具可进行各种机械加工、热处理及渗氮处理。
二、铸造行业
本焊机在铸造缺陷方面也有着不俗的表现。对铸造过程中的气孔、渣孔、缩孔等均可进行快速精准的修补。
对球铁、灰铁、不锈钢等缺陷的修补效果极佳,焊补速度快,焊后无色差或色差小,适合工厂规模生产的需求。人们公认的较难修补的机床轨道面也得到了较理想的解决。
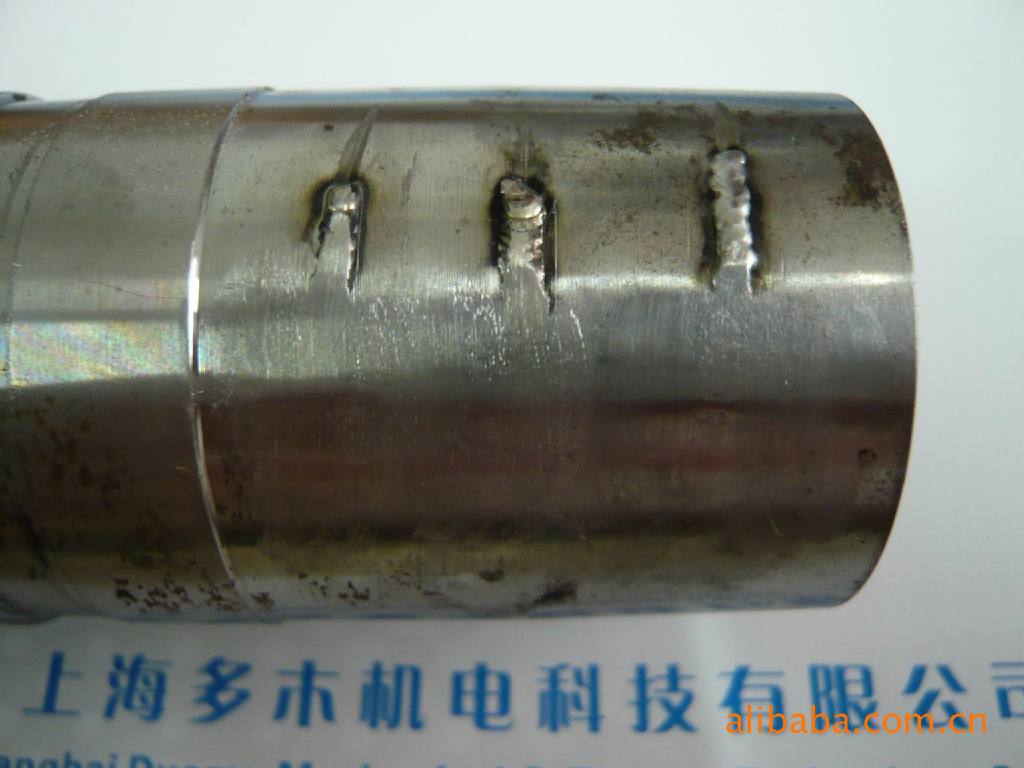
三、各种工件零配件修理行业
本机对轴类、齿类及其它工件均可进行完美的修复。
与其它类型焊机的比较:
一、激光焊机
优点:焊补精度高,热影响区域小,仅适合于精密模具的修补。
缺点:1、 焊丝适用的直径比较小,一般0.2mm和0.4mm,对于焊补量稍大些的工件难于修补。
2、体积较大,移动不方便,不适合现场操作。
3、焊补需在工作台上操作稍大的模具、工件均无法操作。
而我公司的精密离子焊机正是克服了以上的缺点,焊丝适用直径0.1mm-2.0mm,均可顺利焊补。体积小、重量轻、移动方便,可现场操作。
二、氩弧焊机
优点:焊材对应全,修补速度快。
缺点:1、焊补时的热影响区域比较大,工件易造成(下塌,变形,咬边等)现象的机率比较大。
2、焊补精度低,对于高精度要求的模具达不到焊补要求。
3、较多模具焊补需要预热、保温等过程,较繁琐、耗时。
我公司的精密离子焊机同样克服了氩焊的如上缺点,焊补精度高,热影响小,焊补过程无需预热、保温。
三、冷焊机(电阻焊、电火花堆焊修复机)
优点:不发热,无变形,不产生硬点。
缺点:1、焊补精度低。
2、焊材对应少。
3、焊补速度慢,不适应工厂快速生产的需求。
4、焊后结合度低,易出现脱离现象。
我公司的精密离子焊机同样克服了以上几点,焊补精度高、焊材对应全、焊补速度快、焊后结合度高。
压铸模具一般材质都是H13、8407、s136等材质,在锌、铝压铸上面用的比较多拥有良好的高韧性、耐磨性以及良好的放热溶蚀性,具有回火硬化特性,抗高温软化、防高温疲劳性很好,用氩弧焊机修补因为热量大导致淬火所以硬度肯定会大大降低,并且弧注呈圆锥状模具受热面积大,还有市面上的一般氩弧焊机一般都电流不稳修补会导致焊点不均、易出现气孔,给修补造成很大的麻烦;镶嵌很多时候误差太大会导致模具有毛刺,我公司焊机修复时由于电流和时间的精确配合会达到客户想要的最佳效果,修补时弧注呈圆柱形热量聚中,刚好把焊丝融化 。不会对模具本身产生热影响而破坏模具的使用寿命
薄板焊接机是当今高科技的产物被誉为、薄件焊接专家首选”由于具有脉冲工作方式,因此溶池容易控制,热影响区小,焊接电流可以小到0.1A稳定燃烧、对于厚度为0.1~2.5mm薄板焊接尤其适用,具有氩弧焊无法替代的微小电流电弧指向性和大电流熔化速率和溶深,焊接效率是氩弧焊TIG焊2倍,
1. 数字型采用CPU处理器,输出准确精确控制。采用优质的元件制造,性能可靠。
2.“单键飞梭“功能,一个数字按钮控制多个数字表,减少故障率,克服了电位器故障频繁的现象。
3. 能量密度大,电弧方向性强。融透性强。可以产生稳定的小孔效应,通过小孔的效应可以获得良好的单面焊双面成型。
4. 焊缝的质量对弧长的变化不敏感,这是由于等离子弧的形态接近圆柱形。发散角很小(约5度)且挺直性好,弧度变化时加热斑点的面积影响很小,因此容易获得均匀的焊缝状
5. 钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。另外电弧的搅动性好,融池温度高,有利于融池内气体的释放。
6. 等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定,焊接电流可以小到0.1A稳定燃烧,特别适合焊接微型精密零件。通过电弧的压缩,导电弧柱集中为一条细线,电流小,电弧稳定,溶池小,热影响区很窄,电极和喷嘴的孔径细小,并使弧柱收缩的更细,同时也提高热效率。
应用范围:
1. 薄板焊接各种薄壁、薄板类工件的焊接如波纹管、传感器等
2. 医疗设备 仪器仪表 、刀具、夹具、管件、热电偶、马达、矽钢片、精密元件等
3. 汽车、飞机及航空航天 、阀门、管件、飞船氢罐、冷却管等)
4. 特种金属的焊接 、如钛、镍、钼、镀锌板等特殊金属也能实施高效焊接
我公司专业生产等离子焊机、薄板焊接机,可焊接0.1~3.0mm
相关产品推荐





