
郑州市某酒精厂以玉米为原料生产酒精,年产酒精1万吨,酒精生产采用湿法生产代替传统的全粒法,即将玉米浸泡分离了胚芽后,用淀粉浆生产酒精。分离胚芽后生产酒精,一方面减少了废水中脂肪、蛋白质的含量,降低了水污染程度和废水处理难度,另一方面分离出的胚芽可生产玉米油,创造可观的经济效益。该酒精厂每天产生酒精废水400m3,废水主要来源于浸泡废水、发酵蒸馏后的酒精糟液及车间设备冲洗水,废水的水质状况及排放标准见表1。
 |
2 废水处理工艺
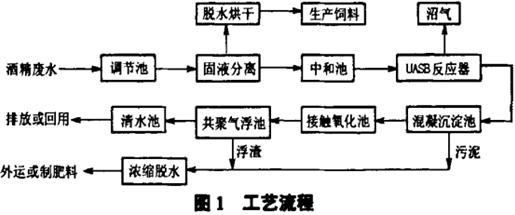
工艺流程
酒精废水是富含营养成分的酸性高浓度有机废水,处理难度较大。因此,废水处理应从清洁生产,资源综合利用的角度出发,降低废水的处理难度。除了从酒精生产工艺中挖掘潜力,由湿法生产代替传统的全粒法,减少废水中脂肪、蛋白质的含量,降低废水处理难度外,还要在废水处理工艺上选择能回收利用废水中的有用成分、处理效果好、运行稳定的处理工艺。根据工程经验和小试、中试结果,确定了如图1所示的酒精废水处理工艺。
 |
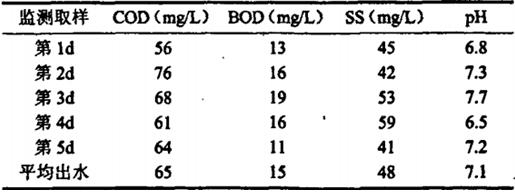
运行效果
该废水处理系统经过三个多月的调试进入正常运行,正常运行后连续sd的监测结果见表2。从表2可知该系统运行可靠,处理效果较好,出水水质稳定达标,并且有200m3/d处理后废水又回用于车间生产用水、厂区绿化和杂用水。
 |
3 废水综合利用效益分析
3.1 玉米油生产效益分析
传统玉米酒精生产大多采用全粒法生产才就是直接由玉米粒投料经粉碎蒸煮糖化发酵制酒精,未将玉米中的脂肪、蛋白质分离出来充分利用,全部成为酒精废液,不仅造成资源浪费,还加大了水体污染和废水处理难度冈。本工程从清洁生产,资源综合利用的角度出发,采用湿法生产,将玉米浸泡分离胚芽后用淀粉浆生产酒精,分离出的胚芽可以生产玉米油,同时降低了废水的处理难度。玉米油含有较多的亚油酸和维生素E,有良好的煎炸性和抗氧化性,是一种易被人体吸收,营养丰富的植物油脂,并且玉米油具有降低胆固醇、预防心血管病、延缓衰老等功能,在市场上受到了广泛的关注。由于我国玉米油的产量很少,玉米油的销路很好,精制玉米色拉油已成为最高档的食用油之一,其价格也高于其他油脂。玉米油按目前的市场价8800元/吨,每年生产酒精1万吨,消耗玉米3万吨,生产成品玉米油380吨,产值将达到334.4万元/a,另外还可以出售玉米油生产过程中产生的油饼,经济效益非常可观。
3.2 饲料生产效益分析
酒精废水含有大量的营养物质,其营养价值大致与大豆相当,具有较高的回收利用价值,除了可以生产酱油、食醋、食用菌外,主要用来生产蛋白饲料间。酒精废水经固液分离、脱水烘干后生产高蛋白饲料。年产量1万吨酒精的企业,每年可生产高蛋白饲料6000吨,高蛋白饲料市场售价按每吨900元,成本(原料、辅料、菌种、人工、电费、折旧)按每吨400元计算,则每吨饲料可获得利润500元,每年可获得利润300万元。同时经过固液分离回收饲料后,降低了废水中70%的COD和80%的SS。
3.3 沼气利用效益分析
酒精废水属高浓度有机废水,采用UASB反应器对其进行厌氧消化处理,不仅大幅度降低了废水的COD,而且产生大量可供回收利用的沼气。沼气是一种良好的清洁燃料阁。UASB反应器的产气率一般在0.5m3/kgCOD,可产生沼气2800m3/d,通常1000m3沼气燃烧的热值相当于1吨煤的热值,每吨煤价按260元计算,则通过沼气回收可产生经济效益为728元/d。
3.4 回用水效益分析
该酒精厂废水处理后有200耐/d回用于车间生产用水,厂区绿化和杂用水。郑州市目前的工业用水价为10.2元/m3,每m,回用水按自来水价的50%计算,则每天节约成本1020元。
4 结语
针对酒精废水营养物质丰富,有机负荷高,处理难度大的特点,郑州市某酒精厂采取了资源综合回收利用相结合的酒精废水处理工艺。即对酒精废水进行处理的同时回收利用其中的有用组分,既节约了资源,创造了可观的经济效益,又降低了废水处理难度,保证出水达标排放。从工程运行情况可以看出,该工艺设计合理,运行稳定可靠,去除效率高,出水水质好,经济效益显著,具有良好的应用前景和推广价值。








