厂商 :技能五金丝网制品
河北 衡水市- 主营产品:
- 金属滤芯
- 过滤网
- 过滤器
联系人:尹峰
联系电话:15369923265 QQ:1521062879
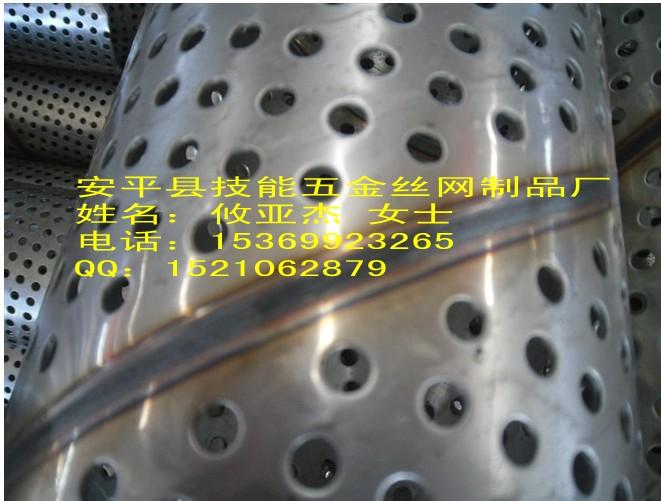
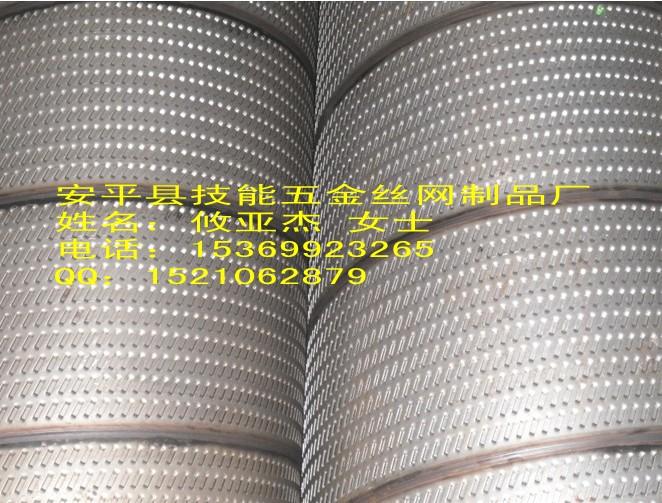
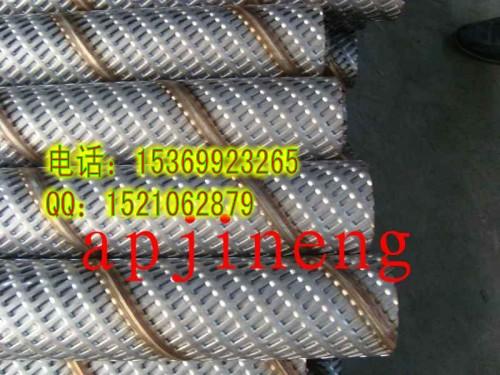
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全
材质碳钢、304、304L、316、316L
规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度 一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程: 开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
用途:主要用于石油、天然气的输送管线。
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全
材质碳钢、304、304L、316、316L
规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度 一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程: 开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
用途:主要用于石油、天然气的输送管线。
螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
一、不锈钢焊管分类:
1、不锈钢圆管: 外径0.5mm--1201mm;
2、不锈钢方管: 2*2--351*351mm;
3、不锈钢矩管: 2*3--501*701mm;
4、不锈钢椭圆管作用: 2*3--501*701mm;
4、不锈钢螺纹管: φ10mm-219mm;
5、材质:SUS304L、SUS316L、SUS310S、SUS309S
6、尺量:内径,外径,外孔,内孔,直径,管径,小口径生产工艺
7、产品用途:装饰用管,工业用管,机械结构用管,流体用管,气体输送用管
二、无缝不锈钢管材规格,毛细管不锈钢、精密管子不锈钢、无缝钢管,铜管,黄铜管,紫铜管
1、外径:外径0.5mm—1501mm 厚度: 0.1—10mm
2、光泽:180#------800#;卫生级不锈钢管,镜面不锈钢(内外镜面);光亮、拉丝不锈钢产品知识方法、钛金不锈钢
3、部份外径(mm):φ1mm,2mm,3,4,5,6,7,8,9,10,1.5mm,2.5,3.5,4.5,5.5,6.5,7.5,8.5,9.5 ,10mm
4、材质:SUS304L、SUS316L、SUS310S、SUS309S,铜管,黄铜管,紫铜管
5、尺量:内径,外径,外孔,内孔,直径,管径,小口径
6、产品:钢管,不锈钢管材,不锈钢管子用途,铜管
7、产品用途:装饰用管,工业用管,机械结构用管,流体用管,气体输送用管
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5?精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5?1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。性能特点:
1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。
2、滤孔均匀,渗透性及防堵性能高。
3、过滤面积大,流动阻力小,出油率高
4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。
5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。外保护套也可螺旋焊接
材质可为不锈钢 304、316316L 多层防砂过滤套和外保护套可根据用户的井下需要制作
不锈钢螺旋管,304不锈钢焊接管,无缝高压管材质有321,316,SUS316,生产不锈钢各规格齐全等系列产品,316L不锈钢管规格:Φ6-630mmX1-50m;不锈钢焊管规格:Φ20-1200mmX0.5-20mm
不锈钢无缝管规格:热轧管外径32~630mm、壁厚2.5~75mm;冷轧(冷拔)管外径5~200mm、壁厚2.5~12mm
主要材料:不锈钢钢管、不锈钢无缝管、不锈钢方管、不锈钢焊管、不锈钢有缝管、直缝焊管、不锈钢异型管、不锈钢矩形管等(工业流体管,装饰焊管,流体焊管,无缝伟卫生管,无缝工业管,方管,复合管,管坯
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全,各种规格可生产定做,欢迎来电咨询!
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全
材质碳钢、304、304L、316、316L
规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程:开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
用途:主要用于石油、天然气的输送管线。
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5~1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。
螺旋管分类:承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋管材质:国内常用螺旋管材质一般有:Q235A、Q235B、Q345、L245、L290、X42、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb。
螺旋管用途
螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进一步压缩6倍。 编辑本段特点 螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 编辑本段分类 螺旋管图片 螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
应用: 石油化工、油田管道过滤; 加油设备、工程机械设备燃油过滤; 水处理行业设备过滤; 7 制药及食品加工领域; 额定流量 80-200l/min 工作压力 1.5-2.5pa 过滤面积(m2)0.01-0.20 过滤精度(μm) 2-200 μm 滤 材不锈钢编织网 不锈钢冲孔网用于重油燃烧系统前级除水,也可用于化工液体过滤,精度100um,滤芯材质是不锈钢圆微孔网。 适用于电子、石油、化工、医药、食品等工业部门中的预处理和后处理系统上。对含悬浮杂质较低(小于2~5mg/L)的水质进一步净化。
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全
材质碳钢、304、304L、316、316L
规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度 一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程: 开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
用途:主要用于石油、天然气的输送管线。
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5~1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。
螺旋焊网管材质碳钢、304、304L、316、316L
螺旋焊网管规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度 一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程: 开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
螺旋焊网管外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
螺旋焊网管用途:主要用于石油、天然气的输送管线。
螺旋钢管的标准依据API SPEC 5L标准、SY/T5037和GB/T9711.1国家标准生产和检验。 定尺长度通常为12000±500mm,也可以生产不同长度的螺旋焊中心网管管材。 产品质量稳定可靠,欢迎各界朋友选购 防沙管,石油防砂管,螺旋石油防沙管 石油防砂管
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5~1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。
性能特点:
1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。
2、滤孔均匀,渗透性及防堵性能高。
3、过滤面积大,流动阻力小,出油率高
4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。
5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。
外保护套也可螺旋焊接
材质可为不锈钢 304、316316L 多层防砂过滤套和外保护套可根据用户的井下需要制作。
石油防砂管
石油防砂管 产品名称(Name):石油防砂管,石油滤管,采油筛管,滤水管,(v型,楔形,梯形)绕丝焊接筛管,V型镀锌钢丝缠绕筛管,楔形丝,梯形丝,V型丝绕丝筛管,约翰逊滤管,筛管,
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5~1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。
性能特点:
1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。
2、滤孔均匀,渗透性及防堵性能高。
3、过滤面积大,流动阻力小,出油率高
4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。
5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。
外保护套也可螺旋焊接
材质可为不锈钢 304、316316L 多层防砂过滤套和外保护套可根据用户的井下需要制作。
.螺旋焊网管
我厂生产的不锈钢、碳钢冲孔螺旋焊中心网管属国内首创,直缝焊不锈钢、碳钢中心网管规格齐全
螺旋焊网管材质碳钢、304、304L、316、316L
螺旋焊网管规格:小Φ200×5.0mm,最大Φ3048×25.4mm制管长度 一般为6~30m,最长达80m螺旋焊管有单面焊和双面焊。
工艺流程: 开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊—试验
螺旋焊网管外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、可根据客户要求加工生产
螺旋焊网管用途:主要用于石油、天然气的输送管线。
螺旋钢管的标准依据API SPEC 5L标准、SY/T5037和GB/T9711.1国家标准生产和检验。 定尺长度通常为12000±500mm,也可以生产不同长度的螺旋焊中心网管管材。 产品质量稳定可靠,欢迎各界朋友选购 防沙管,石油防砂管,螺旋石油防沙管 石油防砂管
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5~1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。
性能特点:
1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。
2、滤孔均匀,渗透性及防堵性能高。
3、过滤面积大,流动阻力小,出油率高
4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。
5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。
外保护套也可螺旋焊接
材质可为不锈钢 304、316316L 多层防砂过滤套和外保护套可根据用户的井下需要制作。
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5mm精密数控冲孔板),精密微孔过滤网20目*110目,微孔过滤网40目,精密微孔过滤网20目*110目,冲缝外保护套由数控精密冲孔缝隙冲缝宽度可在0.5-1.00mm范围内,防砂过滤套和不锈钢冲缝外保护套与基管焊接为一体。具有很高的渗透性、和抗变形能力同时具有高抗腐蚀性的特点,使地层砂被阻挡在冲缝过滤保护套外,以加强对过滤套的保护。地层流体经过冲缝间隙进入筛管内达到防砂目的。性能特点:
1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。
2、滤孔均匀,渗透性及防堵性能高。
3、过滤面积大,流动阻力小,出油率高
4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。
5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。外保护套也可螺旋焊接
材质可为不锈钢304、316、316L 多层防砂过滤套和外保护套可根据用户的井下需要制作
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
制管长度 一般为6~30m,最长达80m qq 978493135 原料板宽 最小700mm,最大200
钢卷重量 最大40吨 材料等级最高达API 5L×65 材料的冶金性能 直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。 更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
·焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。 而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。 ·强度特点 管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。 螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减
根据以上特点可知: A螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。B.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。 C.由于径向应力是存在于钢管上的最大应力,所以焊缝处于垂直应力这一方向时承受最大载荷。即直缝承受的载荷最大,环向焊缝承受的载荷最小,螺旋缝介于二者之间。 静压爆破强度 经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与爆破压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是爆破压力,螺旋焊管均低于直缝焊管。爆破试验还显示出螺旋焊管爆破口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管,爆破口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。
·韧性和疲劳强度 管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。 输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。 按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。 考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。 螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。 稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。 ·对输送介质流动特性的影响 输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
安平县技能金属丝网制品厂是专业从事丝网及深加工的现代化一流企业。主要生产不锈钢过滤筒、过滤器、过滤片、锥形滤筒、不锈钢工艺品、消毒筐、烧烤网、油烟滤网脚踏网 防滑板 食品筐 不锈钢网筐 消毒筐 笼型过滤器 防尘网 (空气过滤器滤芯:、工圆柱形液体过滤芯、螺旋钢管、不锈钢编织等及各种精密冲压件等八大系列三百多种丝网制品,可按客户要求加工定做生产各种产品。。
另对外加工剪板、折弯、裁网、滚圆、点焊、冲压、焊接成型、氩弧焊接等离子切割缝焊异型滤网筒等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
制管长度 一般为6~30m,最长达80m qq 978493135 原料板宽 最小700mm,最大200
钢卷重量 最大40吨 材料等级最高达API 5L×65 材料的冶金性能 直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。 更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
·焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。 而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。 ·强度特点 管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。 螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减
根据以上特点可知: A螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。B.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。 C.由于径向应力是存在于钢管上的最大应力,所以焊缝处于垂直应力这一方向时承受最大载荷。即直缝承受的载荷最大,环向焊缝承受的载荷最小,螺旋缝介于二者之间。 静压爆破强度 经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与爆破压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是爆破压力,螺旋焊管均低于直缝焊管。爆破试验还显示出螺旋焊管爆破口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管,爆破口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。
·韧性和疲劳强度 管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。 输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。 按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。 考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。 螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。 稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。 ·对输送介质流动特性的影响 输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
安平县技能金属丝网制品厂是专业从事丝网及深加工的现代化一流企业。主要生产不锈钢过滤筒、过滤器、过滤片、锥形滤筒、不锈钢工艺品、消毒筐、烧烤网、油烟滤网脚踏网 防滑板 食品筐 不锈钢网筐 消毒筐 笼型过滤器 防尘网 (空气过滤器滤芯:、工圆柱形液体过滤芯、螺旋钢管、不锈钢编织等及各种精密冲压件等八大系列三百多种丝网制品,可按客户要求加工定做生产各种产品。。
另对外加工剪板、折弯、裁网、滚圆、点焊、冲压、焊接成型、氩弧焊接等离子切割缝焊异型滤网筒等。