


厂商 :沧州恒轩管道装备制造有限公司
河北 沧州市- 主营产品:

D7焊接横担焊接精度的工艺方法: 一.管道的焊接首先应当保证焊接精度和提经济效益。相关弯头的制造误差必然要累积到封闭环上,构成了封闭环的误差。因此,焊接精度越,则相关D6管夹横担、D7焊接横担的精度要求也越,这对机械加工很不经济,有时甚至是不可能达到加工要求的。所以,对不同的生产条件,采取适当的焊接方法,在略微提相关零件制造精度的情况下来保证焊接精度,是焊接工艺的首要任务。在长期的焊接实践中,人们根据不同的机械、不同的生产类型条件,创造了许多巧妙的焊接工艺方法,归纳起来有:互换焊接法、选配焊接法、修配焊接法和调整焊接法四种,简单介绍其中三种。 1.互换焊接法 互换焊接法是焊接过程中,同种D6管夹横担、D7焊接横担互换后仍能达到焊接精度要求的一种方法。产品采用互换焊接法时,焊接精度主要取决于零部件的加工精度。互换焊接法的实质就是用控制零部件的加工误差来保证产品的焊接精度。 2. 完全互换焊接法 完全互换焊接法是指焊接时同种D6管夹横担、D7焊接横担可以完全互换,即焊接时D6管夹横担、D7焊接横担不经任何选择、修配或调整,就能达到焊接精度的要求,因此称为“完全互换法”。 完全互换焊接法的实质是在满足各环经济精度的前提下,依靠控制D6管夹横担、D7焊接横担的制造精度来保证的。在一般情况下,完全互换焊接法的焊接尺寸链按极值法计算,即各组成环的公差之和等于或小于封闭环的公差。其主要应用于精度的少环尺寸链或低精度的多环尺寸链的大批大好生产焊接中。 完全互换焊接法具有以下优好处: (1)焊接质量可靠稳定。 (2)焊接工作简单,生产率。 (3)易于实现焊接机械化和自动化。 (4)易于组织焊接流水线和零部件的协作和化生产。 (5)有利于D6管夹横担、D7焊接横担的维护和零部件的更换。 (6)弯头的技术要求,坡口加工相对困难。 二.不完全互换焊接法 如果各有关D6管夹横担、D7焊接横担(组成环)公差值合适,当生产条件比较稳定,从而使各组成环的尺寸分布也比较稳定时,也能达到完全互换的效果。否则,将有一部分产品达不到焊接精度的要求,因此称为“不完全互换法”,也称为“大数互换法”。所以如果焊接精度要求较,尤其是组成环的数目较多时,若应用极大极小法确定组成环的公差,则组成环的公差将会很小,这样就很难满足D6管夹横担、D7焊接横担的经济精度要求。因此,在大批量生产的条件下,就可以考虑不完全互换焊接法,用概率法解算焊接尺寸链。 不完全互换焊接法与完全互换焊接法相比,其优好处是D6管夹横担、D7焊接横担公差可以放大些,从而使弯头加工容易、成本低,也能达到互换性焊接的目的。其缺好处是将会有一部分产品的焊接精度差,需要考虑好补救措施或进行经济论证。 采用不完全互换焊接法进行焊接,一般采用概率法解算焊接尺寸链,确定各组成环(或弯头有关尺寸)的公差和上、下极限偏差。此时假定加工出的各弯头尺寸的分布符合正态分布,各环的尺寸分散中心与各自的公差带中好处重合,各环的公差值又包容其尺寸分散范围,封闭环的平均尺寸等于增环平均尺寸之和减去减环的平均尺寸之和,这样加工出的零件也能满足完全互换的要求。 不完全互换法的好处: (1)在保证封闭环精度的前提下,扩大了组成环公差,有利于D6管夹横担、D7焊接横担的经济加工。 (2)焊接过程和完全互换焊接法一样简单、方便。 (3)部分弯头需进行返修。 (4)多用于生产节奏不很严格的大批量生产。

-
 恒轩管道生产Z7U形管卡 镀锌管卡详情介绍及规格型号材质Q235B紧固管道现货批发碳钢Z7U形管卡
恒轩管道生产Z7U形管卡 镀锌管卡详情介绍及规格型号材质Q235B紧固管道现货批发碳钢Z7U形管卡
-
 恒轩管道生产罩型通气管 罩型通风帽 碳钢材质 实体厂家 发货及时 供应山西通气管
恒轩管道生产罩型通气管 罩型通风帽 碳钢材质 实体厂家 发货及时 供应山西通气管
-
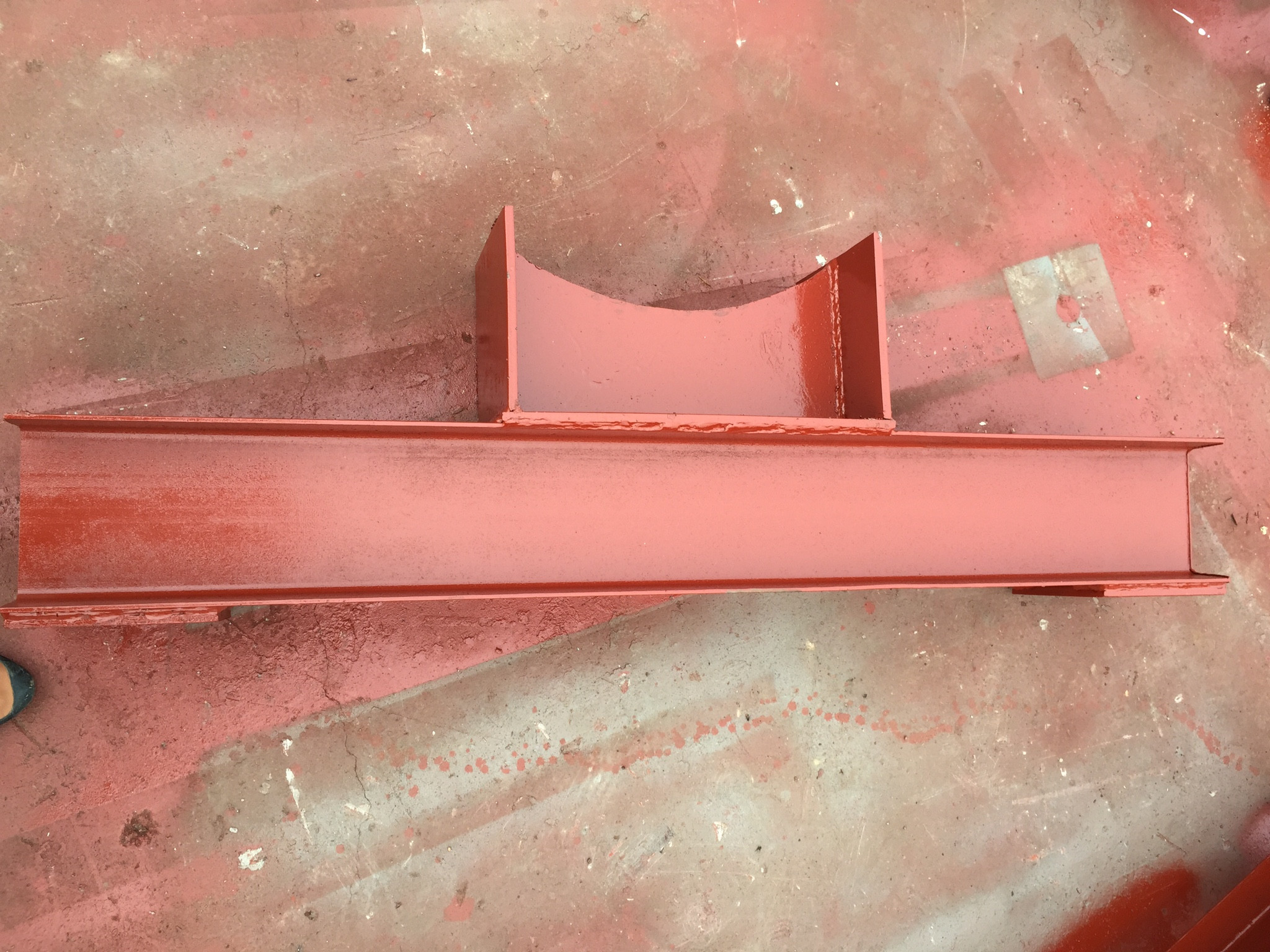
 恒轩管道生产吸水喇叭口支架 支撑支架 产品规格型号 欢迎询价 实体发货
恒轩管道生产吸水喇叭口支架 支撑支架 产品规格型号 欢迎询价 实体发货
-
 恒轩批发G12单孔吊板单孔吊板产品详情 吊架类单孔吊板规格型号
恒轩批发G12单孔吊板单孔吊板产品详情 吊架类单孔吊板规格型号
-
 恒轩各种型号管夹三孔短管夹三螺栓管夹双孔短管夹四螺栓管夹 恒轩生产各种型号管夹
恒轩各种型号管夹三孔短管夹三螺栓管夹双孔短管夹四螺栓管夹 恒轩生产各种型号管夹
-
 恒轩生产M1-4管夹 恒轩管道生产M1-4管夹紧固管道
恒轩生产M1-4管夹 恒轩管道生产M1-4管夹紧固管道
-
 恒轩生产批发L5花兰螺丝锻造L5花兰螺丝 L5花兰螺丝生产厂家 恒轩L5花兰螺丝
恒轩生产批发L5花兰螺丝锻造L5花兰螺丝 L5花兰螺丝生产厂家 恒轩L5花兰螺丝
-
 恒轩管道生产119长管卡 镀锌119长管卡 批发119长管卡 D-ZD2010新标119长管卡
恒轩管道生产119长管卡 镀锌119长管卡 批发119长管卡 D-ZD2010新标119长管卡
-
 恒轩生产118短管卡 恒轩现货118短管卡 D-ZD2010新标118短管卡规格型号
恒轩生产118短管卡 恒轩现货118短管卡 D-ZD2010新标118短管卡规格型号
-
 恒轩生产117导向支架套筒 D-ZD2010新标117导向支架套筒图集及标准
恒轩生产117导向支架套筒 D-ZD2010新标117导向支架套筒图集及标准