



厂商 :河北宇煌焊接材料有限公司
河北 邢台市- 主营产品:
- 焊条
- 焊丝
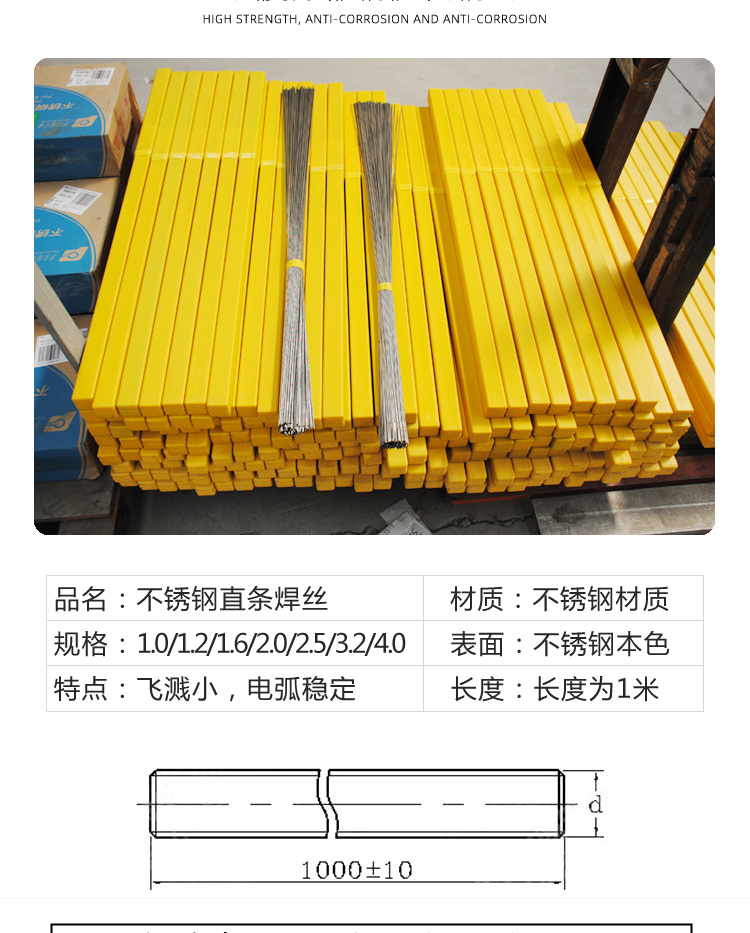
- 不锈钢焊丝
友情提示
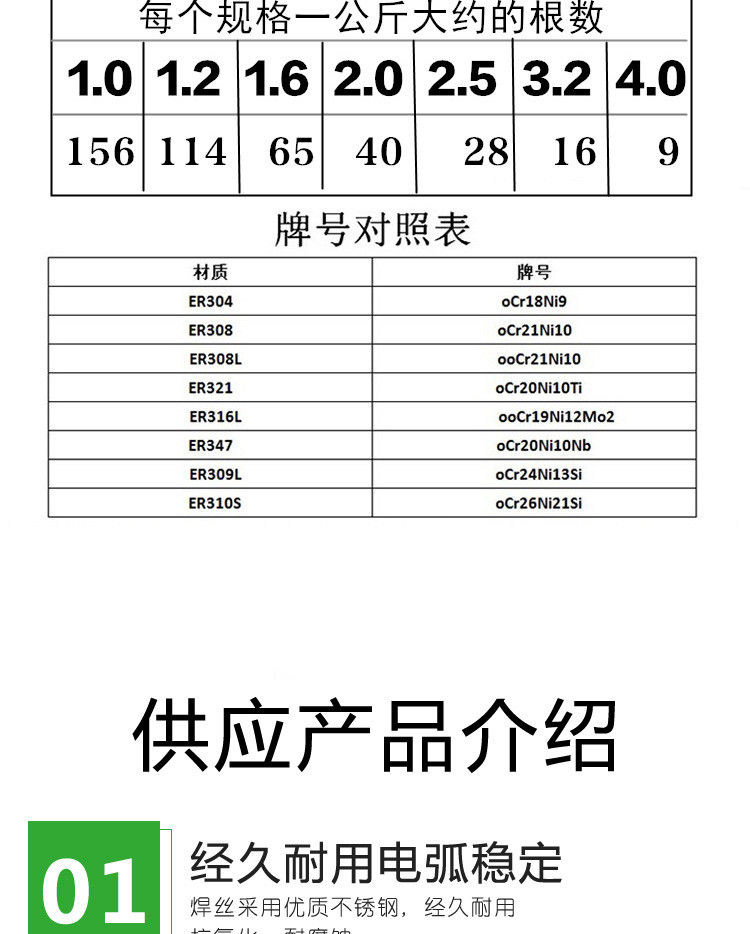
氩弧焊丝的规格有H08Cr21Ni10Si;ER 308Si;ER 309;ER 309Mo;ER 309Mo;ER 309Si;ER 310;ER 312;ER 316;ER316Si;H10Cr17。氩弧焊丝的型号有五种。



-
 供应金桥高强钢焊丝60-G 70-G 80-G
供应金桥高强钢焊丝60-G 70-G 80-G
-
 供应林肯焊丝JM-56 JM-58碳钢焊丝ER70S-6二氧化碳焊丝1.2ER50-6实芯
供应林肯焊丝JM-56 JM-58碳钢焊丝ER70S-6二氧化碳焊丝1.2ER50-6实芯
-
 供应小盘焊丝二保焊机用无气自保药芯焊丝ER50-6碳钢汽保焊丝
供应小盘焊丝二保焊机用无气自保药芯焊丝ER50-6碳钢汽保焊丝
-
 供应耐磨焊条D707 D717 D708螺旋高合金碳化钨堆焊电焊条2.5
供应耐磨焊条D707 D717 D708螺旋高合金碳化钨堆焊电焊条2.5
-
 供应电焊条碳钢耐磨焊条J422 2.5 3.2 4.0包邮整箱家用焊接材料焊条422 供应金桥焊条422
供应电焊条碳钢耐磨焊条J422 2.5 3.2 4.0包邮整箱家用焊接材料焊条422 供应金桥焊条422
-
 供应铸铁焊条灰口球墨铸铁Z308纯镍铸铁电焊条2.5 3.2 4.0mm生铁
供应铸铁焊条灰口球墨铸铁Z308纯镍铸铁电焊条2.5 3.2 4.0mm生铁
-
 供应大西洋不锈钢焊条CHS102A022A302A402 304 309白钢
供应大西洋不锈钢焊条CHS102A022A302A402 304 309白钢
-
 供应金桥不锈钢焊条A102302 402白钢304 309 316L
供应金桥不锈钢焊条A102302 402白钢304 309 316L
-
 供应 耐磨焊丝
供应 耐磨焊丝
-
 供应金桥各种型号焊丝,焊条
供应金桥各种型号焊丝,焊条