



厂商 :广东润源机械科技有限公司
广东 东莞市- 主营产品:
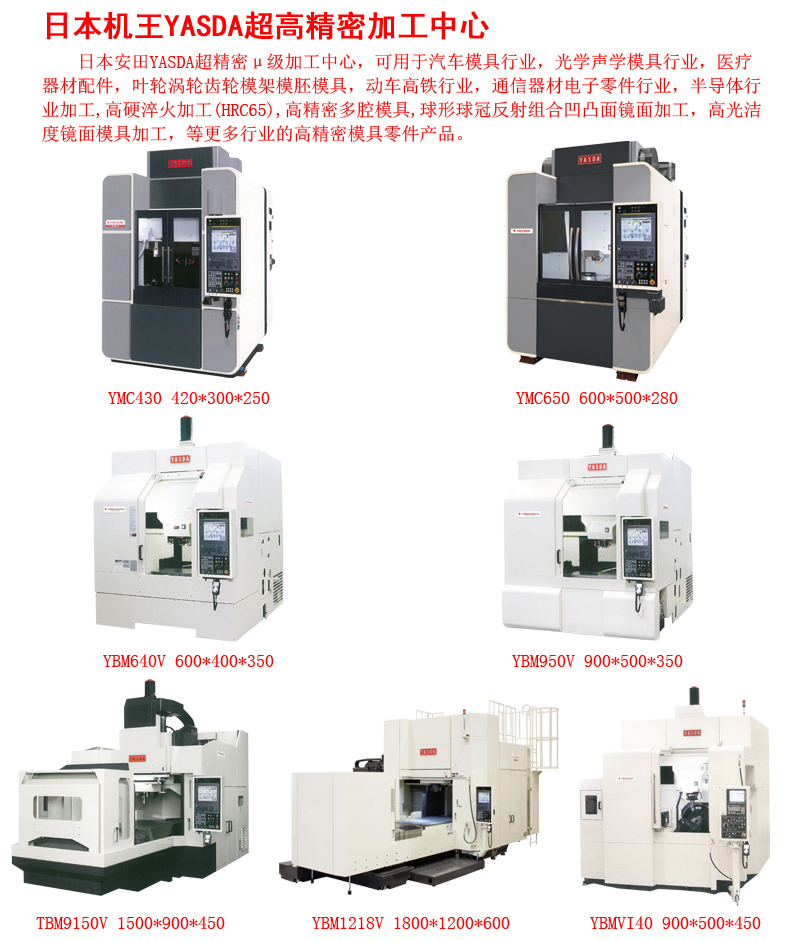
- yasda加工中心
- 发那科加工中心
- 发那科慢走丝线切割机





日本安田工业YASDA机床亚司达加工中心过程当中,加工深腔模具时如应用三轴加工中心,要想实现必须加 和刀具,但是利用五轴加工中心加工比较深与比较陡的型腔时,要想给模具加工创造较好的工艺条件可以通过工件或主轴头的附加回转和摆动,能够使刀具长度得到适当地缩短,从而杜绝刀具同刀杆以及型腔壁之间产生碰撞现象的发生,减少加工时刀具的抖动与破损,刀具的使用寿命得到延长,模具的表面质量和加工效率也大大提高。对模具较平的曲面加工时,日本雅士达加工中心机床yasda安田工业株式会社ymc-430精密冲压模具加工精度0.005个μ谬以内的加工中心代理商三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时刀具损伤的程度较大,刀具的使用寿命会缩短,而模具表面质量也会变差。应用五轴加工中心加工较平的曲面,可以在工件上把刀具上成一定的角度再进行工件的加工,这样可以增加工件与球头刀间的相对线速,不但可以使刀具的使用寿命得到提高,工件表面质量也会大幅提高。主要经营五轴加工中心应用越来越广泛,在实际应用中,每当人们碰见异形复杂零件 高质量加工难题时,总是想到五轴甚至多轴联动技术来解决。越来越多的厂家倾向于寻找五轴设备来满足 、高质量的加工。。
通过五轴加工技术,使工件在复杂角度再次定位需要进行多次的调试装卡的问题得以解决,不仅仅使时间缩短了,其中所产生的误差也大大降低,在安装工件时需要的工装夹具的大额费用也得到了节约,而机床也做到了对复杂零件的加工,例如复杂表面所需的钻孔、锥度加工、型腔隐窝等,都是传统方法做不到的。
日本安田工业YASDA机床亚司达加工中心,同时还可一次性的将整个零件的加工完成,无需再次装卡或是采用同类的三轴加工当中需要的较长的刀具,能够在较短的时间内完成模具的制作,而且零件表面的质量也较好。
对模具不规则曲面进行加工日本雅士达加工中心机床yasda安田工业株式会社ymc-430精密冲压模具加工精度0.005个μ谬以内的加工中心代理商
日本安田工业YASDA机床亚司达加工中心侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度会明显降低,若刀具长度高于3 倍径让刀现象便会发生,工件的质量将难以保证。如应用五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延 的使用寿命。对模具斜面斜孔进行加工时,对于具有不规则曲面的模具加工时,以往普遍是通过三轴加工中心来完成,刀具切削模具的方向是沿切削的整个路径来运动的切削过程不会改变,这时刀具的刀尖切削的状态保证不了模具各部位的 量。像曲率改变比较频繁的模具和凹槽较深的模具就可以通过五轴加工中心来加工了,切削刀具始终都可以使切削状态达到加工中心佳,刀具可以使整个加工路径运动的方向得到加工中心大的优化,而刀具在这同时还能够作直线运动,模具的曲面中每一部位都会较为
2.5 模具不同几何形状的加工日本雅士达加工中心机床yasda安田工业株式会社ymc-430精密冲压模具加工精度0.005个μ谬以内的加工中心代理商
应用五轴加工中心对有三维曲线平面的模具加工时,对模具的切削加工始终保护在加工中心佳的工作状态,刀具工作的角度可以在机床加工的任意区域内被改变,从而完成几何形模具的加工。
2.6 模具斜面上斜孔的加工利用五轴加工中心能够通过摆头式机床摆头加工的动作,在工件斜面垂的方面放置主轴,并定位于准确的孔位。要想要模具上准确的加工出斜孔,需要至少两个线性轴插补运动才可以,而孔位的精度也在这个过程中明显降低。加工斜面孔如用摆台式的五轴加工中心,动作是通过机床摆台将模具的斜面放置在同主轴相垂的位置,主轴其中一个线性轴的单独运动斜孔的加工就能完成,可明显提高孔的精度。
-
 东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
-
fehlmann费尔曼机床Picomax95VERSA®645643瑞士费尔曼加工中心微米级超高精密模具产品加工设备
-
 日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
-
 日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
-
日本高精度数控机床安田yasda加工中心ymc650精密冲压模具加工设备雅仕达机床进口微米精度0.002谬以内加工中心设
-
 日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
-
日本安田yasda机床650超精密加工中心数控五轴高速加工中心塑胶透镜模具加工精度2个谬以内加工机械设备
-
日本安田亚司达加工中心CNC机床yasdaYBM.950V超高精度0.002个谬以内模架模胚加工中心机械设备
-
日本雅思达机床安田yasda加工中心ymc650亚微米级超高精密光学镜头零部件加工定位精度0.003个谬μ以内的加工设备
-
日本雅施达超精密机床安田yasda加工中心ym430光学镜头零部件精密加工中心定位精度0.002个谬以内加工设备