



厂商 :广东润源机械科技有限公司
广东 东莞市- 主营产品:
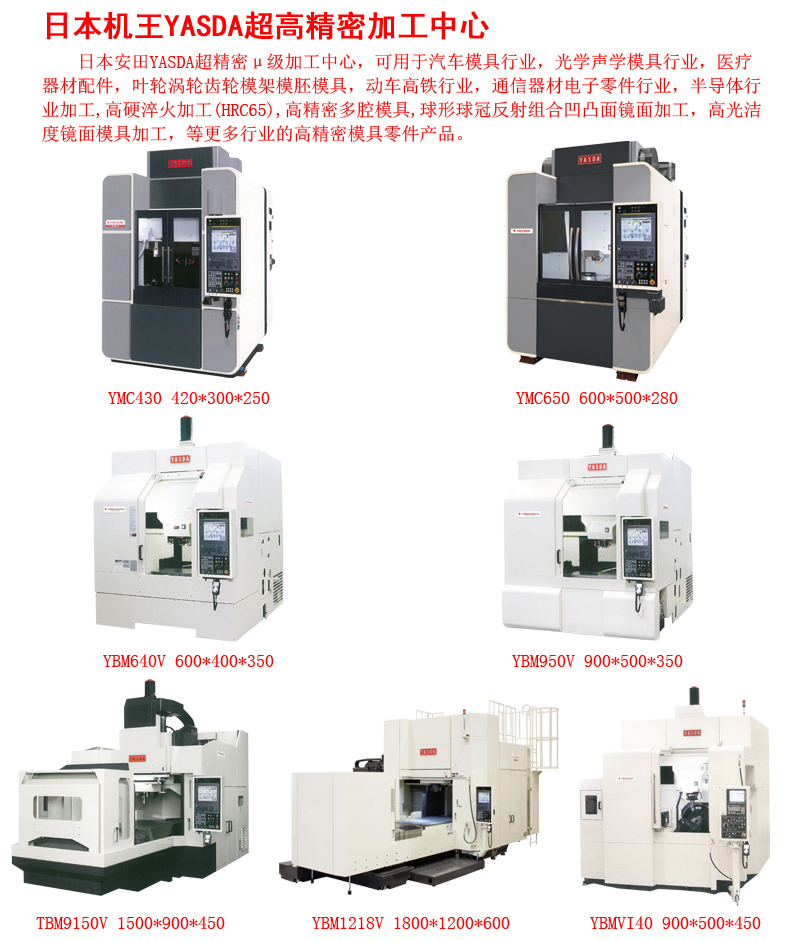
- yasda加工中心
- 发那科加工中心
- 发那科慢走丝线切割机




日本安田工业YASDA机床亚司达加工中心,在基座上铺设有 X 轴向的轨道,沿X 轴向位移的龙门立柱,该龙门立柱上设有横向的轨道,该轨道上设有 Y 轴的加工头移动装置,使该加工头可进行 Y 轴向位移调整位置或位移进行加工进给。该加工头处设有 Z 轴滑轨以组装 Z 轴的加工头升降装置,使该加工头可进行 Z 轴向位移调整位置或位移进行加工进给。现有的加工机的基座多为单臂式结构,基座上设置龙门立柱、承受的压力过大,采用单电机驱动,加工过程不稳固,占用空间大,不易于调整,便携性差。目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等加工的 。2、 分析五轴加工中心在汽车模具加工中的应用
目前设计汽车零件主要使用的是CAD 系统,并通过逆向工程以及各种试验完成零件的设计,加工模具的复杂表面使用的是CAM 软件,但是,怎样才能够确保设计与加工时的精度则要靠数控加工了,笔者在下文分析了五轴加工中心在模具加工中的应用同汽车模具质量的之间的关系。
2.1 对深腔模具的加工日本数控加工中心安田yasda雅思达机床精密连接器模具加工精度0.003个μ谬以内的加工中心设备代理商
日本安田工业YASDA机床亚司达加工中心过程当中,加工深腔模具时如应用三轴加工中心,要想实现必须加 和刀具,但是利用五轴加工中心加工比较深与比较陡的型腔时,要想给模具加工创造较好的工艺条件可以通过工件或主轴头的附加回转和摆动,能够使刀具长度得到适当地缩短,从而杜绝刀具同刀杆以及型腔壁之间产生碰撞现象的发生,减少加工时刀具的抖动与破损,刀具的使用寿命得到延长,模具的表面质量和加工效率也大大提高。对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时刀具损伤的程度较大,刀具的使用寿命会缩短,而模具表面质量也会变差。应用五轴加工中心加工较平的曲面,可以在工件上把刀具上成一定的角度再进行工件的加工,这样可以增加工件与球头刀间的相对线速,不但可以使刀具的使用寿命得到提高,工件表面质量也会大幅提高。
2.2 模具侧壁的加工日本数控加工中心安田yasda雅思达机床精密连接器模具加工精度0.003个μ谬以内的加工中心设备代理商
日本安田工业YASDA机床亚司达加工中心侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度会明显降低,若刀具长度高于3 倍径让刀现象便会发生,工件的质量将难以保证。如应用五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延 具的使用寿命。对模具斜面斜孔进行加工时,利用五轴加工中心能够通过摆头式机床摆头加工的动作,在工件斜面垂的方面放置主轴,并定位于准确的孔位。要想要模具上准确的加工出斜孔,需要至少两个线性轴插补运动才可以,而孔位的精度也在这个过程中明显降低。加工斜面孔如用摆台式的五轴加工中心,动作是通过机床摆台将模具的斜面放置在同主轴相垂的位置,主轴其中一个线性轴的单独运动斜孔的加工就能完成,可明显提高孔的精度。日本数控加工中心安田yasda雅思达机床精密连接器模具加工精度0.003个μ谬以内的加工中心设备代理商
日本安田工业YASDA机床亚司达加工中心/五轴模具加工中心/五轴数控加工机床性能特点:
1.采用YASDA 双向回转高速铣头,其他主要部件也均采用 具备性能稳定的特点;
2. 控制系统操作灵活方便易学,在服务上占 优势且有无限的升级空间;
3. 配有8把刀的盘式刀库;并能实现自动对刀功能;机床台面具有真空吸附功能;高精度 导轨和丝杆保证了设备的加工精度;具备定时定量自动润滑功能。
4. 产品适合加工由木材、轻合金以及各种复合材料构成的复杂曲面和模具,广泛应用于交通设施制造、模具加工、木工家具乐器加工等行业。
-
 东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
-
fehlmann费尔曼机床Picomax95VERSA®645643瑞士费尔曼加工中心微米级超高精密模具产品加工设备
-
 日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
-
 日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
-
日本高精度数控机床安田yasda加工中心ymc650精密冲压模具加工设备雅仕达机床进口微米精度0.002谬以内加工中心设
-
 日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
-
日本安田yasda机床650超精密加工中心数控五轴高速加工中心塑胶透镜模具加工精度2个谬以内加工机械设备
-
日本安田亚司达加工中心CNC机床yasdaYBM.950V超高精度0.002个谬以内模架模胚加工中心机械设备
-
日本雅思达机床安田yasda加工中心ymc650亚微米级超高精密光学镜头零部件加工定位精度0.003个谬μ以内的加工设备
-
日本雅施达超精密机床安田yasda加工中心ym430光学镜头零部件精密加工中心定位精度0.002个谬以内加工设备