



厂商 :大城县鸿铭机械设备厂
河北 廊坊市- 主营产品:
- 托盘缠绕机
- 生物质燃烧机
- 托盘缠绕膜设备
北京托盘缠绕机设备定制厂家、批发、多少钱、供货商【大城县鸿铭机械设备厂】
自动缠绕机又叫自动裹包机 ,是包装机械中不可缺少的机械。主要用途为:适应货物集装化储存、运输及机械话装卸作业的包装要求。
RW-S1000自动缠绕机控制系统说明书
1、控制系统画面说明与操作:
1、开机画面(图3)。控制系统上电后显示开机画面,5秒后进入自动模式画面。按“手动”键,系统进入手动模式画面。按“自动”键,系统进入自动模式画面。按“菜单”键,系统进入参数选择画面。

图3
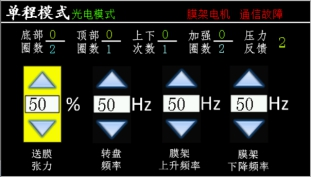
2、标准或单程模式画面(图4)。开机5秒后,系统进入自动模式画面。通过面板按键的“左、右”键来选择4个参数,通过“上、下”键来调整对应参数值,按“启动”键,系统按控制流程进行缠膜工作。画面的标题栏“单程模式”表示当前选择的是单程模式,如果是标准模式,则显示“标准模式”;当包裹结束或者“急停”按钮按下时,按快捷键“F0”可切换此模式。画面的标题栏“光电模式”表示当前选择的是光电测高模式,如果是延时测高模式,则显示“延时模式”;按快捷键“F1”可进行相应模式参数的修改,按“返回”键返回到标准或单程模式画面;按“复位”键,则转 盘回原点。在标准或单程模式画面下按“返回”键返回到开机画面。

图4
3、手动模式画面(图5)。按下面板上的“手动”键,系统进入手动模式画面。按下面板上的“返回”键返回到开机画面;按“停止”键,转 盘电机和膜架电机停止;按“复位”键,则转 盘回原点,膜架下降至底部。当外部有信号输入时,上排图标显示红色,无信号时显示灰色;通过面板“上、下、左、右”四个方向键来控制转 盘电机、膜架电机的运转,同时,屏幕上电机动作对应的图标会显示黄色。
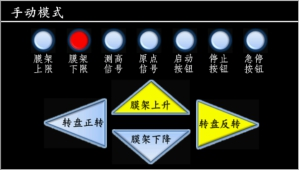
图5
4、参数选择画面(图6)。按下面板上的“菜单”键,系统进入参数选择画面。按下面板上的“返回”键返回到开机画面。通过面板“上、下”键选择要更改的参数类别(蓝色光标),当光标在“用户参数”,按下“确认”键时进入用户参数设置。当光标在“系统参数”,按下“确认”键,进入密码输入界面(图10)。

图6
5、用户参数测高模式选择画面(图7)。首先要进行按面板“左、右”按键选择测高模式,当蓝色光标移动到“光电模式”时,表明测高模式为光电模式,按下“设置”键进行光电模式相关的参数设置(图8);当蓝色光标移动到“延时模式”时,表明测高模式为延时模式,按下“设置”键进行延时模式相关的参数设置(图9)。
注:光电模式即使用光电传感器检测货物的高度,控制膜架上升高度;
延时模式即使用系统延时时间控制膜架上升高度。
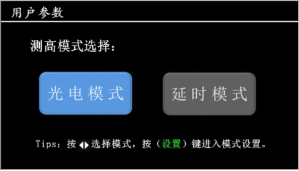
图7
6、光电模式参数设置画面(图8)。通过面板“上、下”键选择需要更改的数值,通过“数字”键进行输入数据。当按下“CLR”按键时,当前数值清零;当按下面板“上、下”键或“确认”键时,数据保存有效。当按下“返回”按键时,返回到自动或单程模式画面。
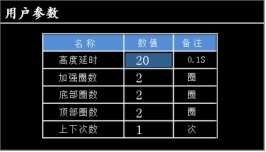

图8
7、延时模式参数设置画面(图9)。操作同光电模式参数设置画面。
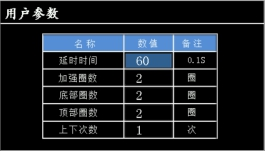

图9
8、密码输入画面(图10)。按“返回”键,返回参数选择页面。使用“数字”键输入4位密码后,按“确认”键,进行系统参数设置。密码有两个等级,不同的密码进入不同系统参数设置画面,分别为图11和图12,密码向代理商或经销商索要。
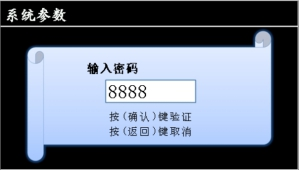
图10
9、系统参数画面(图11或图12)。按“左、右”键进行选择所需设置的系统参数,按“确认”键进入参数设置。按 “返回”键或“菜单”键,返回到参数选择界面;按“自动”键进入自动模式界面;按“手动”键进入手动模式。
注:图12中的“信号极性”和“零点校正”与传感器特性相关,修改时请慎重!

图11

图12
10、送膜电机参数画面(图13)。该参数为送膜电机的变频器相关的参数,按“设置”键进入数值修改模式,按“上、下”键选择需要设置的参数项,按“数字”键改变其数值;按“返回”键,返回修改前的数值;按“CLR”键,数值清零。设置完成后按“上、下”键移走光标即可保存数值,并进行下一项设置;按“确认”键设置完成。设置完成后按“返回”键,返回到系统参数界面。

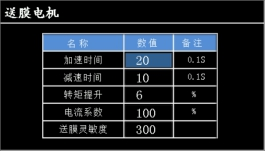
图13
11、膜架电机参数画面(图14)。该参数为膜架电机变频器相关参数,该参数设置方法同上。
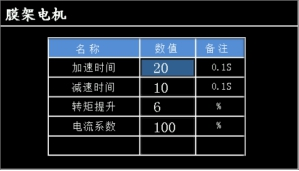
图14
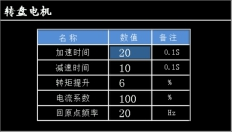
12、转 盘电机参数画面(图15)。该参数为转 盘电机变频器相关参数,该参数设置方法同上。
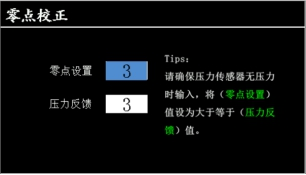
图15
13、信号极性参数画面(图16)。信号极性参数用于设置系统中所以开关型传感器的信号常开、常闭选择。按“上下”键进行选择需要设置状态的项,按“左右”按键改变其状态;按“返回”键,返回系统参数界面。


图16
14、零点校正设置画面(图17)。对送膜张力传感器的零点进行校正。
注:请设置时确保压力传感器无压力,将零点设置值设为等于或略大于压力反馈值。
图17
2、参数说明:
|
系统参数 |
||||
|
参数名称 |
默认值 |
参数范围 |
单位 |
说明 |
|
高度延时 |
20 |
0~999 |
0.1s |
膜架上升过程中,当测高传感器检测不到信号时,膜架电机继续工作2S后停止。 |
|
延时时间 |
60 |
0~999 |
0.1s |
以延时时间来调整模架上升高度,例如:当延时时间为60时,膜架上升6S后停止; |
|
加强圈数 |
2 |
0~99 |
圈 |
货物任何位置需要加强缠绕的圈数 |
|
底部圈数 |
2 |
0~99 |
圈 |
货物底部需要缠绕的圈数 |
|
顶部圈数 |
2 |
0~99 |
圈 |
货物顶部需要缠绕的圈数 |
|
上下次数 |
1 |
0~99 |
次 |
货物包裹时,膜架上下循环的次数 |
|
是否回原点 |
0 |
0~1 |
|
回原点:自动模式界面下,按下启动,转 盘以低速转第1圈找到原点,找到后电机停止,再按启动按键时,系统正常运行;不回原点:自动模式界面下,按下启动,系统直接运行包裹步骤,不需重复按启动按键。
1:需要回原点,0:不需要 |
|
语言选择 |
0 |
0~1 |
|
语言选择
0:中文, 1:英文 |
|
变频器参数 |
||||
|
加速时间 |
/ |
2~600 |
0.1s |
电机从0Hz加速到100Hz的时间 |
|
减速时间 |
/ |
2~600 |
0.1s |
电机从100Hz减速到0Hz的时间 |
|
转矩提升 |
6 |
0~15 |
% |
调节电机低频扭矩 |
|
电流系数 |
100 |
70~110 |
% |
调节电机的压频比,电流系数=100*50/ 额定频率 |
|
送膜灵敏度 |
300 |
0~9999 |
|
调整膜张力的敏感度,值越小,张力传感器越敏感 |
|
结束松膜时间 |
10 |
0~20 |
0.1S |
打包完成后,送膜电机转动0~2S释放膜的张力 |
|
张力设定选择 |
0 |
0~1 |
|
值为0时,使用面贴上下键调整送膜张力;值为1时,可以配合旋钮调整送膜张力 (若出厂未配置旋钮,则不支持此功能,需设置为0) |
|
待机张力 |
10 |
0~100 |
% |
机器待机的送膜张力,方便手动拉膜,值越大,越费力 |
|
回原点频率 |
20 |
0~100 |
Hz |
转 盘电机回原点或找原点时,转 盘电机运行频率 |
3、自动模式包裹过程说明
步骤1.屏幕界面处于“标准模式”界面,按下“启动”按键,若膜架不在底部,膜架先回到底部,再按下“启动”后进入步骤2;若膜架在底部,则直接进入步骤2;
步骤2.若系统参数“是否回原点”设为0,则转 盘以标准模式界面下的转 盘频率转动;若不为0,则以转 盘电机界面下的回原点频率低速转动寻找原点,找到原点后转 盘停止,再次按下“启动”按键,转 盘开始转动;
![]()

步骤3.当转 盘电机转动达到设置的“底部圈数”值时,膜架以“膜架上升频率”开始上升;
步骤4.当测高模式为光电模式时:膜架上升至光电传感器检测不到信号后,延时“高度延时”时间后,膜架停止;当测高模式为延时模式时:膜架上升时间达到“延时时间”时,膜架停止;
步骤5.膜架停止后,转 盘开始计数,当计数值达到“顶部圈数”时,(若为单程模式,跳至步骤7)膜架以“膜架下降频率”开始下降。
步骤6.膜架下降到底部后,开始上下次数计数,若“上下次数”设为0或者1,则进入步骤7。否则,转 盘继续转动,循环升降到“上下次数”进入步骤7。
步骤7.转 盘以“回原点频率”值低速转动,当检测到原点信号后,转 盘停止,包裹结束。
注:在自动包裹过程中,若按下“加强”按键,则膜架停止上下,转 盘转动“加强圈数”后,系统恢复自动包裹模式;若按下“停止”键,则系统电机停止,按下“启动”键后,系统继续包裹;若按下“急停”键,则系统停止,按“启动”后,系统回到起点,重新进行包裹流程。
系统故障说明
系统可能出现的故障有:通信故障、变频器过流、变频器过压、变频器过热、电机过载、运行中欠压。
在标准或单程模式和手动模式页面中,若系统出现故障,则显示屏会在右上角显示故障信息。
|
通信故障 |
原因:DB9线没接牢;通信模块故障。 |
|
变频器过流 |
原因:负载过大;加速过快 |
|
变频器过压 |
原因:负载过大;减速过快;电网电压不稳 |
|
变频器过热 |
原因:运行时间过长,负载太重 |
|
电机过载 |
原因:电机功率不够 |
|
运行中欠压 |
原因:供电不稳 |
-
 生物质颗粒燃烧机价格多少钱.节能生物质颗粒燃烧机厂家定制
生物质颗粒燃烧机价格多少钱.节能生物质颗粒燃烧机厂家定制
-
 全自动L型封切机厂家定制价格多少钱.河北L型封切机厂家支持定制
全自动L型封切机厂家定制价格多少钱.河北L型封切机厂家支持定制
-
 供应袖口式套膜封切机价格多少钱.袖口式套膜封切机厂家定制哪家好
供应袖口式套膜封切机价格多少钱.袖口式套膜封切机厂家定制哪家好
-
 全自动封切机厂家支持定制..二合一封切机批发价格.门板暖气片封切机多少钱一台
全自动封切机厂家支持定制..二合一封切机批发价格.门板暖气片封切机多少钱一台
-
 生产销售元宝折叠机厂家 -价格-经销商
生产销售元宝折叠机厂家 -价格-经销商
-
 全自动元宝折叠机-全自动元宝折叠机厂家-价格
全自动元宝折叠机-全自动元宝折叠机厂家-价格
-
 全自动L型包装机价格多少钱 . 河北L型包装机厂家支持定制
全自动L型包装机价格多少钱 . 河北L型包装机厂家支持定制
-
 厂家供应全自动L型热收缩包装机批发价格. L型热收缩包装机厂家定制
厂家供应全自动L型热收缩包装机批发价格. L型热收缩包装机厂家定制
-
 半自动袖口式包装机现货批发价格多少钱-河北半自动袖口式包装机厂家定制
半自动袖口式包装机现货批发价格多少钱-河北半自动袖口式包装机厂家定制
-
 薄膜托盘式缠绕机价格 薄膜托盘式缠绕机多少钱,薄膜拉伸膜托盘缠绕机
薄膜托盘式缠绕机价格 薄膜托盘式缠绕机多少钱,薄膜拉伸膜托盘缠绕机