厂商 :上海多木实业有限公司
上海市 上海市- 主营产品:
- 等离子堆焊机
- 等离子熔覆机
- 等离子喷焊机

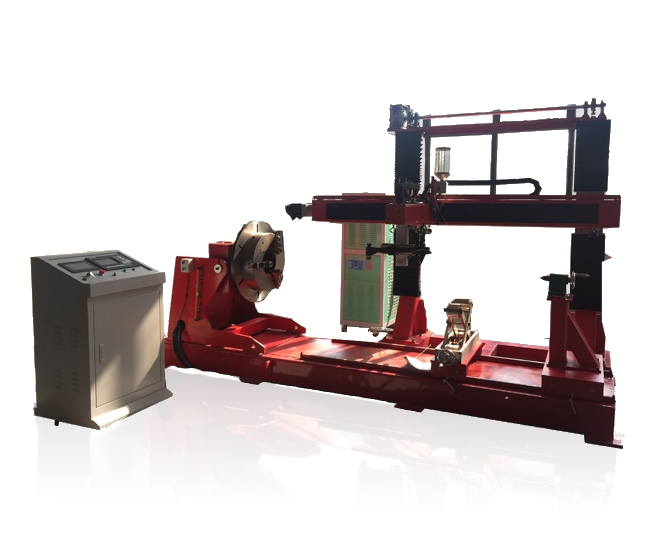
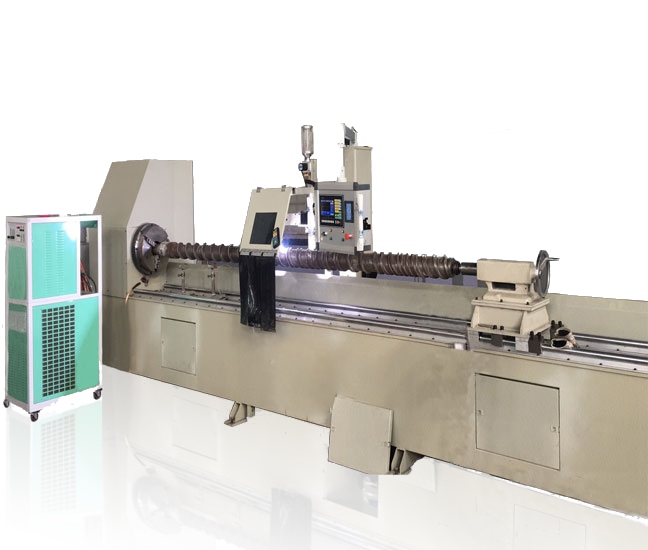
等离子堆焊在电站阀门中的应用 在介绍等离子粉末堆焊技术的原理及特点的基础上,阐述其与其它堆焊方式对比的优越性。通过堆焊Co基合金的方式显著提高了阀门密封面耐磨损、耐腐蚀性能及高温性能,延长了使用寿命,节省贵重材料,并降低了产品成本。 1、阀门在使用过程中,处在较高温度和较高的流体压力下,阀门经常启闭,由于密封面间的相互摩擦、挤压、剪切,以及流体的冲刷和腐蚀等作用,极易受到损伤。一旦密封面损伤,产生泄露,就失去了阀门的使用性,成为废品。因此,阀门密封面堆焊材料、质量的好坏,直接关系到阀门的使用寿命和生产的安全可靠性。采用堆焊方式将高合金粉末材料堆焊在普通材料上,以提高其耐磨损、耐腐蚀及高温性能,延长使用寿命,同时节省贵重材料,降低产品的成本,这一方法已在电站阀门行业得到应用。 2、基本原理 1、粉末等离子弧堆焊是利用等离子弧作为高温热源,采用粉末状合金作为填充金属的一种熔焊工艺。堆焊是采用氩气作电离气体,用具有陡降外特性的直流弧焊机作电源,氩气通过电磁气阀和转子流量计进入堆焊枪,在堆焊枪钨极与喷嘴之间借助高频火花引燃非转移等离子弧,在钨极和工作之间借助非转移弧弧焰引燃转移型等离子弧。合金粉末由送粉器按需要量连续供给,借助送粉气流(一般亦用氩气)进入喷焊枪,并吹入电弧中。粉末在弧柱中被预先预热,呈熔化或半熔化状态,喷射到工件熔池里,在熔池里充分熔化,并排出气体和浮出熔渣。随着焊枪和工件的相对移动,熔覆层向前推进逐渐凝固,便在工件上获得所需的合金熔覆层。 3、堆焊特点 (1)堆焊质量好,由于等离子弧是通过3种压缩效应得到的电弧,因而电弧热量很高,而且温度下降缓慢,热量集中,焊接速度快,稳定性好,使工件热影响区小,引起的残余应力和变形小。堆焊层合金组织晶粒细,硬度和化学成分均匀,堆焊层质量好。 (2)稀释率低等离子电弧具有可控性,可以通过调整转移弧电流、电压、离子气流量和喷嘴的压缩比等诸多参数,较大范围地调整热效应及电弧的刚度。合金粉末在弧柱中被预先加热,呈喷射状过渡到熔池,对电弧吹力有缓冲作用,熔池受热均匀,因而可控制母材熔深,降低母材对合金的冲淡率。 (3)生产率高通过调整工艺参数,可实现高效自动化生产,提高劳动生产率,减轻工人劳动强度。此外,采用传统手工堆焊钴基硬质合金,由于手工焊电弧属于不可控的自由电弧,熔深较大,母材堆焊层的稀释率较高,堆焊时需采用多层焊,堆焊层裂纹倾向增大,且收弧时易产生火口裂纹,焊接合格率较低。同时需要较高的预热温度及严格控制层间温度,否则容易发生堆焊层开裂及元素烧损等情况,导致堆焊质量下降,达不到设计要求,生产率低下。而等离子堆焊一层(2.5mm)即可满足使用要求,生产率较高。 (4)工艺稳定等离子弧稳定性好,工艺易于稳定。氩气具有良好的保护气氛,它不与金属起化学作用,而且不熔解于金属内,因此堆焊时合金元素烧损少,也不易产生气孔等缺陷。合金粉末熔化充分,飞溅少,熔池中熔渣易于排除,容易消除堆焊层内夹渣等缺陷。 (5)降低成本由于高温高压电站阀门密封面通常堆焊Co基硬质合金,如Stellite6或Stellite12等,价格昂贵,采用等离子堆焊,堆焊一层(2.5mm)即可保证使用要求,大大节省焊材,降低成本一半左右。 4工艺试验 4.1典型工件 本试验采用Co基硬质合金stellite6粉末,在直径为300mm的低合金钢12Cr1MoV阀座上堆焊,形成具有含Co、W的钴基固溶体和固溶体与粒状复合碳化物及针状硼化物共晶组织的硬质相,从而达到提高密封面使用寿命的目的。 4.2等离子堆焊工艺参数采用正交设计试验方法,分别对等离子堆焊电流、离子气量、保护气流量、送粉气流量、送粉速度、等离子枪行走速度、摆动速度等因子选取多组水平进行实验,观察不同情况下对等离子堆焊层的成形、质量及稀释率的影响。