



厂商 :广东润源机械科技有限公司
广东 东莞市- 主营产品:
- yasda加工中心
- 发那科加工中心
- 发那科慢走丝线切割机






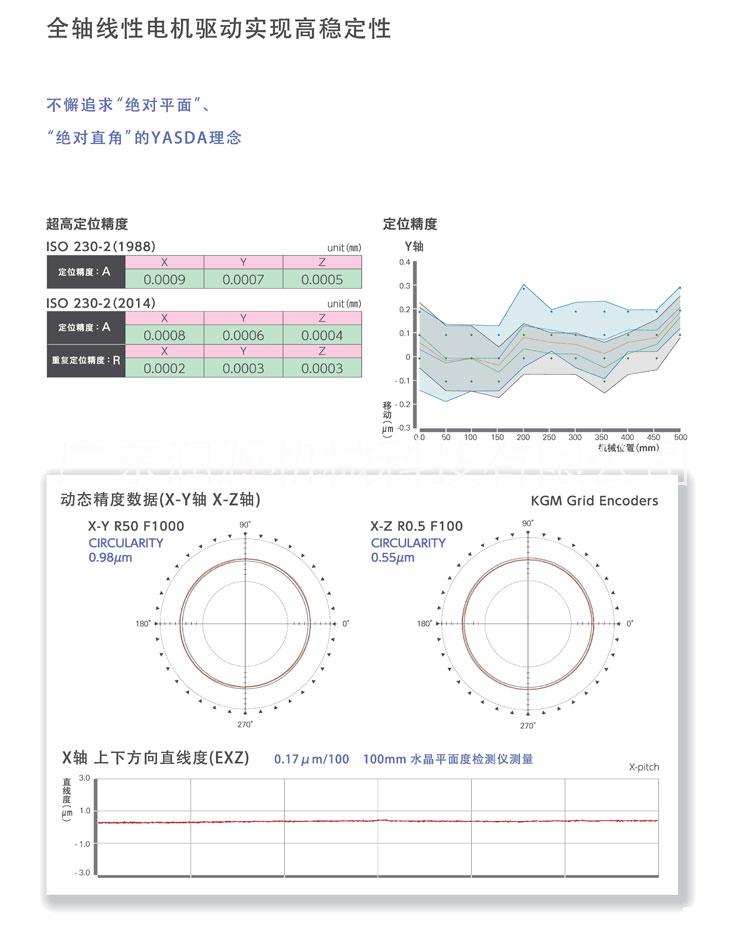



日本安田工业YASDA数控操控机构替代了操作手柄、手轮外,数控铣床在外观上与数控车床厂一般铣床确有不少相似之处,但实践-数控铣床在结构上要比一般铣床复杂得多,而与其他数控机床(如数控车床、数控钻镗床等)比较,数控铣床在结构上主要有下列特色。
操控机床运动的坐标特征为了要把工件上各种复杂的形状轮廓接连加工出来,有必要操控刀具沿设定的直线、圆弧或空间的直线、圆弧轨迹运动,这就要求数控铣床的伺服拖动体系能在多坐标方向同时协调动作, YASDA超精密加工中心YMC650日本安田亚司达CNC数控加工中心叶轮叶片航天航空精密制造业东莞代理商并保持预订的相互关系,也便是要求机床应能完结多坐标联动。数控铣床要操控的坐标数 是三坐标中恣意两坐标联动,要完结接连加工直线变斜角工件, 要完结四坐标联动,而若要加工曲线变斜角工件,则要求完结五坐标联动。因而,数控铣床所配置的数控体系在层次上一般都比其他数控机床相应更高一些。
日本安田YASDA立式加工中心的工作状态设置为 。 是英文manual data input缩写。是手动输入数据的意思。在DI操作模式下,可以输入简短的程序指令,按下起动键就可以执行命令进行简单的工序,非常适合对刀操作。手动模式一般可以配合找正、对刀、检测等工作。
第三步开始对刀-建立工件坐标系
一般情况下工件坐标系原点建立在工件右端面的中心,选择手轮方式进行对刀。先让X轴进行旋转,然后分别选择X轴和Z轴负向移动至靠近右端面;
YASDA超精密加工中心YMC650日本安田亚司达CNC数控加工中心叶轮叶片航天航空精密制造业东莞代理商
对Z原点:分别选择X轴、Z轴并移动使刀尖轻碰右端面,并用很小的切削量切平端面后,沿正X方向退出,主轴停止。
注意X轴方向的预留加工余量。在手动数据输入方式中,按下OFFSET按键,然后光标移到与程序对应的刀补括号里,输入余量点击输入,此时对刀的过程就结束了。
YASDA超精密加工中心YMC650日本安田亚司达CNC数控加工中心叶轮叶片航天航空精密制造业东莞代理商
日本安田YASDA数控铣床的主轴特征现代数控铣床的主轴开启与中止,主轴正、回转与主轴变速等都能够按程序介质上编人的程序主动执行。不同的机床其变速功髓与规模也不同。有的选用变频机组(现在巳很少选用),固定几种转速,可任选一种编人程序,但不能在工作时改变;有的选用变频器调速,将转速分为几挡·编程时可任选一挡,在工作中可通过操控面板上的旋钮在本挡规模内自由调节;有的则不分挡,编程时可在整个调速规模内任选一值,在主轴工作中能够在全速规模内进行无级调整,但从视点考虑,每次只能在允许的规模内调高或调低,不能有大起大落的突变。数控车床厂在数控铣床的主轴套筒内一般部设有主动拉、退刀装置,能在数秒钟内完结装刀与卸刀,使换刀变得较便利。此外,多坐标数控铣床的主轴能够绕X、y或Z轴作数控摇摆,也有的数控铣床带有 主轴头,扩展了主轴自身的运动规模,但主轴结构更加复杂。
-
 东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
-
fehlmann费尔曼机床Picomax95VERSA®645643瑞士费尔曼加工中心微米级超高精密模具产品加工设备
-
 日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
-
 日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
-
日本高精度数控机床安田yasda加工中心ymc650精密冲压模具加工设备雅仕达机床进口微米精度0.002谬以内加工中心设
-
 日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
-
日本安田yasda机床650超精密加工中心数控五轴高速加工中心塑胶透镜模具加工精度2个谬以内加工机械设备
-
日本安田亚司达加工中心CNC机床yasdaYBM.950V超高精度0.002个谬以内模架模胚加工中心机械设备
-
日本雅思达机床安田yasda加工中心ymc650亚微米级超高精密光学镜头零部件加工定位精度0.003个谬μ以内的加工设备
-
日本雅施达超精密机床安田yasda加工中心ym430光学镜头零部件精密加工中心定位精度0.002个谬以内加工设备