



厂商 :广东润源机械科技有限公司
广东 东莞市- 主营产品:
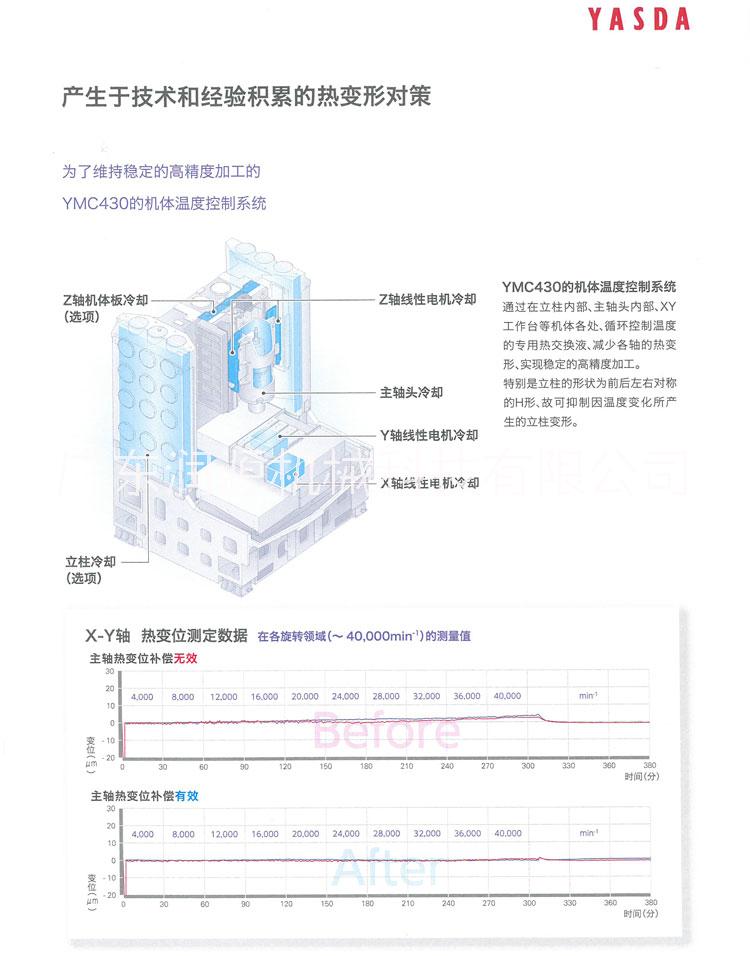
- yasda加工中心
- 发那科加工中心
- 发那科慢走丝线切割机

日本YASDA高速加工中心主要用于高精度,多步骤的,复杂形状加工的板,盘部件,外壳部件,模具等的部件,可以在一个完成夹紧连续铣,钻,扩,铰孔,镗孔,攻丝线和三维曲面,精密加工坡口加工执行程序,缩短了生产周期,从而使用户获得良好的经济效益。
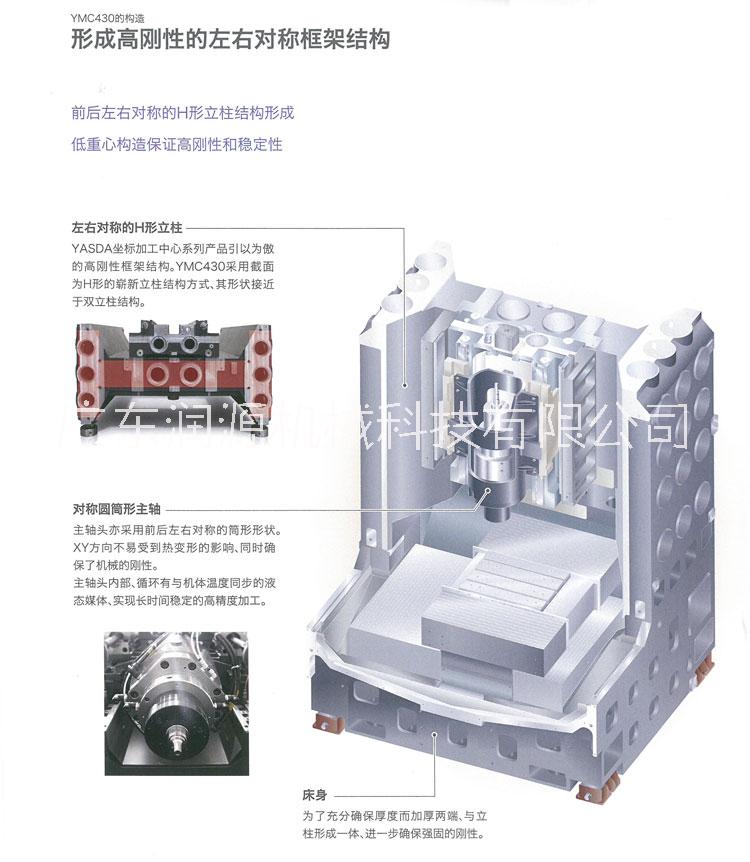
1、箱体类工件 这类工件材料一般可以要求都进行多工位孔系以及一个平面的加工,定位系统精度设计要求高,在YASDA加工中心上加工的时候,一次装夹能完成我们普通中国机床60%~95%的工序主要内容。
2.复杂曲面的工件可采用三坐标联动的球头铣刀加工,如果工件有加工干涉区或加工盲区,需要考虑四五坐标联动的机床, 如飞机、汽车形状、叶轮、螺旋桨、各种成型模具等。
3,形型材构件是外部构件的不规则部件,常常需要点,线,面混合的多台处理。加工异型件,形状更复杂,更高的精度,使用加工中心的可显示其优点。如手机外壳。
安田坐标镗床加工中心YBM--950V亚司达精密模具加工机床日本YASDA加工中心机械零部件加工设备珠海代理商
4、盘、套、板类工件 这类影响工件主要包括一个带有两个键槽和径向孔,端面进行分布有孔系、曲面的盘套或轴类工件,如带法兰的轴套、带有测量键槽或方头的轴类零件等;具有较多孔材料加工的板类零件,如各种控制电机盖等。
近年来,数控技术愈发成熟,YASDA数控加工中心作为加工设备加工精度越来越高,加工中心的精加工能力越来越强。精加工的工件表面常常会有缺陷,那么精细加工的各种零件表面出现问题后应该如何解决呢?
工件加工后产生椭圆和棱圆,俗称工件变形。此类现象产生的原因主要是主轴轴承间隙过大、主轴轴承磨损、或主轴末级齿轮精度超差、主轴轴承套的外径成椭圆或床头箱体轴孔成椭圆,或两者配合间隙过大。
解决办法:调整主轴轴承的间隙;如果是高速切削,调整的间隙可以稍大一些,如果经常在低速下工作时,则间隙要小一些。如果按低速来调整主轴间隙,往往在高速工作中可能发生抱轴现象。一般的间隙要在0.02~0.04毫米之间为宜。
另外切削速度也是影响数控加工中心精加工的原因。YASDA加工中心是高度机电一体化的产品,高转速的主轴保证了高速切削,而影响切削速度的因素很多,切削速度选择时要注意如下几点:
刀具材质
刀具材料不同,允许的 切削速度也不同。高速钢刀具耐高温切削速度不到50m/min,碳化钨刀具耐高温切削速度可达100m/min以上,陶瓷刀具的耐高温切削速度可高达1000/min。
安田坐标镗床加工中心YBM-950V亚司达精密模具加工机床日本YASDA加工中心机械零部件加工设备珠海代理商
工件材料
工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度需降低,而加工较软材料时切削速度可以提高。如果刀具使用寿命要求长,则应该选用较低的切削速率。反之可以采用加高的切削速度。
5.加工中心也可进行特殊加工, 如果FMEDM电源安装在主轴上,金属表面可以淬火。
高速加工中心优势:
日本安田工业YASDA高速钻攻中心一般采用电主轴,在使用过程中电主轴从启动达到某一转速,或从某一转速到停止所耗用的时间相对较少,也同样节省了时间。用一台高速高速石墨加工中心完成的工作量,用速度慢一些的加工中心完成同样的工作分别需要1.5台、2台、2.5台。用高速加工中心组成生产线可以有效地减少机床的台数,可 以减少投资,减少占地面积,节约能源,减少了使用成本。这就是高速加工中心的优势和采用高速加工中心的必要性。
-
 东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
东莞瑞士费尔曼机床fehlmann加工中心五轴联动数控机床VERSA943/945微米级超高精度模具产品加工设备代理商
-
fehlmann费尔曼机床Picomax95VERSA®645643瑞士费尔曼加工中心微米级超高精密模具产品加工设备
-
 日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
日本小型数控加工中心安田雅思达机床yasdaYBM*950V超高精密大型工件发动机模具加工中心精度0.003谬
-
 日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
日本小型精密加工中心安田yasda机床ymc650微米级加工精度0.002个谬μ以内的加工设备光学镜筒模具零部件加工
-
日本高精度数控机床安田yasda加工中心ymc650精密冲压模具加工设备雅仕达机床进口微米精度0.002谬以内加工中心设
-
 日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
日本安田亚司达五轴加工中心yasdaYBM*950V数控五轴高速加工中心微细零部件加工精度0.002个谬以内加工设备
-
日本安田yasda机床650超精密加工中心数控五轴高速加工中心塑胶透镜模具加工精度2个谬以内加工机械设备
-
日本安田亚司达加工中心CNC机床yasdaYBM.950V超高精度0.002个谬以内模架模胚加工中心机械设备
-
日本雅思达机床安田yasda加工中心ymc650亚微米级超高精密光学镜头零部件加工定位精度0.003个谬μ以内的加工设备
-
日本雅施达超精密机床安田yasda加工中心ym430光学镜头零部件精密加工中心定位精度0.002个谬以内加工设备