



厂商 :浙江森亿金属材料有限公司
浙江 温州市- 主营产品:
- 不锈钢无缝管
- 不锈钢焊管
- 不锈钢波纹管
联系电话 :13600662178
商品详细描述
智能电控焊管系统厂家 智能电控焊管系统价格
包括丝杠、压板、排房架、上下轴承盒,其特征在于:定径辊的下轴承盒下面装置有蝶簧。因在其装置上装有弹性装置,对使用厂家使用该装置时,对有缝钢管的定径只用一对辊自动定径,减少细缝管,提高产品质量,故一次定径后符合标准,省去了人工的频繁调节。
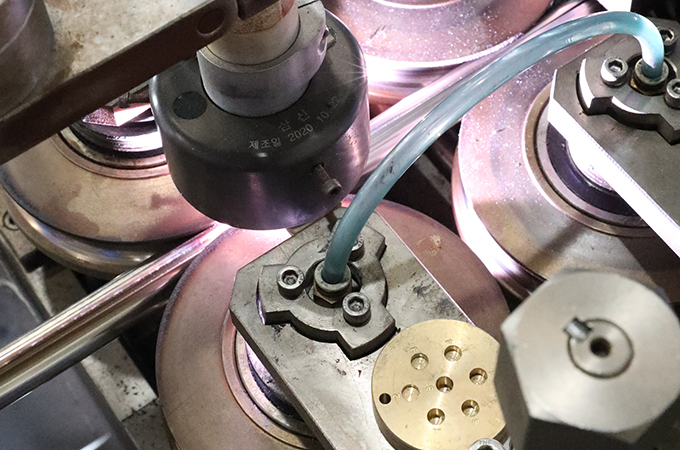
电阻焊管机,其效率比传统的TIG焊提高3~5倍。后因经常出现根部未焊透和弧坑下垂等缺陷而改用TIG焊封底MIG焊填充和盖面工艺,改进的焊接工艺虽然基本上解决了根部未焊透的问题,但降低了焊接效率,增加了设备的投资,同时也使操作程序复杂化。近,上锅,哈锅又从国外引进了热丝TIG自动焊管机。热丝TIG焊的原理是将填充丝在送入焊接熔池之前由独立的恒压交流电源供电。电阻加热至650~800℃高温,这就大大加速了焊丝的熔化速度,其熔敷率接近于相同直径的MTG焊熔敷率。另外,TIG方法良好的封底特性确保了封底焊道的熔质量,因此,热丝TIG焊不失为小直径壁厚管对接焊优先选择的一种焊接方法。
然而不应当由此否定脉冲MIG焊在小直径壁厚管对接中应用的可行性。曾通过大量的试验查明,在厚壁管MIG焊对接接头中,根部末焊透90%以上位于超弧段,而弧坑下垂起因于连续多层焊时熔池金属热量积聚导致过热。如将焊接电源电弧的功率作的控制,则完全可以上述缺陷的形成。但由于引进的MIG焊自动焊管机原配的焊接电源为晶闸管脉冲电源,无法实现电弧功率的程序控制如改用当代的全数字控制逆变脉冲焊接电源或波形控制脉冲焊接电源(计算机软件控制小),则可容易地按焊接工艺要求,对焊接电弧的功率作的控制,确保接头的焊接质量。

相关产品推荐






