



厂商 :淄博海能塑管有限公司总部
山东 淄博市- 主营产品:
- 塑料模具厂
- 木塑模具
- 双色共挤模具
模型被称为工业生产之母,对日常大量的生产和制造有着重要影响。橡胶对橡塑产品的质量和外观形态都有危害。双色模中,因其可与此同时使用二色,外型更加强健,更受顾客青睐。但由于其加工工艺结构复杂,在注射成型过程中较多,更易出现注射成型过程中的问题。今天我给你们讲一讲,双色模在注射过程中会出现什么问题?
一:形变—双色模出模时发生制成品变形的原因一般是:
1.前后左右模模温度相差较大。
2.后模涨力不够强,前波动力较大。
3.前模粘着力强。
4.环氧树脂启闭装置不正常。
5.出现电源切换模式不正常的情况。
二:漏胶—双色模出模漏胶,主要原因是:
1.预应力张拉处预压不足。
2.成型标准差,一射制成品未加满。
3.一射模仁规格不及时导致制成品的一射肉厚不足。
4.二射若PU、TPE等软料可能是由于模温太高所致。
三:汇胶线显露——双色模出模时,汇线皮显着的原因是:
1.模贝没有进行排气处理,或者排气管不足。
2.进胶位置不好。
3.不良的形式标准。
4.较低的模温会会造成射压﹑速度差等。

四、裂开——双色模出模出现裂缝的原因一般是:
1.温度方面,假设温度过高,则会促使胶体溶液过软,失去延展性,进而极易出现脆化。
2.加充量的速度,一般我们都是应该以较快的速度来达到注塑模具的补充量,如果加料速度过慢,就会出现加料的情况。
3.工作压力,在双色模注塑模加工全过程中,生产加工工作的压力过大.速度过快.进料过多.过长的进料.试压时间过长,会造成热应力过大而开裂;
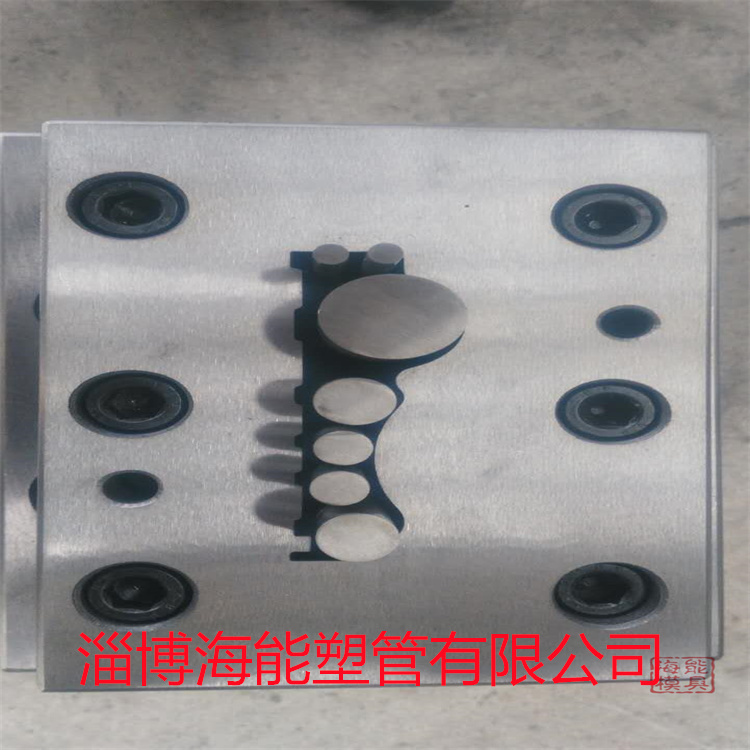
淄博海能塑业有限公司,定制生产加工各种塑料挤出模具,挤出设备,异型材塑料制品。 提供设计,模具开发,产品生产加工,运输到门一条龙服务。可加工多种塑料材质及模具,包含木塑模具、石塑模具、墙板模具、PVC,ABS,PC,PMMA,PP,PE,POM,PA,PETG等产品,欢迎莅临指导,咨询定制。






