



厂商 :清河县特尔鑫焊接材料有限公司
河北 邢台市- 主营产品:
- 合金粉末
- 焊接材料
- 硬质合金
联系电话 :13683095811
商品详细描述
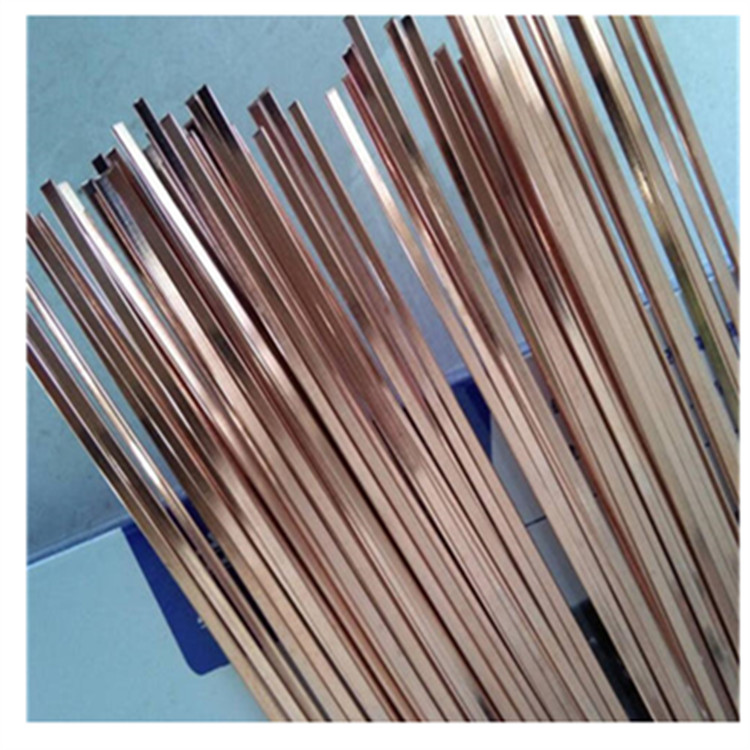
Cu70Ni30的白铜焊条,可交直流两用,全位置焊接。焊接工艺优良,焊缝金属有良好的塑性及抗裂性能。用途:主要用于焊接70-30铜镍合金。也可用于碳钢零件的堆焊熔敷金属化学成分呢/% MnFeSiNiPPbTi其他Cu 1.0-2.50.4-0.75≤0.529-33≤0.02≤0.02≤0.50≤0.5余量.
1焊件预热,铜焊条烘干,为提高焊接质量,焊前可将焊件预热到300-350度,焊条在150-200度烘焙1小时 。
2运条方法:铜焊条焊接可用直线运条法,速度越快越好,以减少金属氧化,在焊件许可范围内,增大焊条直径和焊接电流,焊接V形或X形坡口时,根部可能出现未焊透等缺陷,其原因主要是由于焊条太粗,坡口角度小,电弧离根部太远,加之铜的导热快,电弧热量不足,所以,为保证根部焊透,应适当加大坡口角度或加大间隙,V形坡口多层焊时,一层用直径3-4毫米的焊条好,以后各层可增大焊条直径并做横向摆动,焊接时,电弧应正对熔池,避免吹向坡口金属的某一边,焊条沿焊缝中心等速送进,并向焊接方向移动,防止液体金属及熔渣流到熔池外面产生焊瘤,更换焊条时动作要迅速,应在焊接处于高温状态时央距弧坑10毫米的已焊焊缝上引弧,然后重新回到原熔池,待熔池填满后继续进行焊接。
3焊接顺序 在用铜焊条焊接的时候为减少焊件变形,焊缝隙长度在500毫米以内时,可采用从一端直接焊到另一端的直通焊接法,如焊缝长度大于500毫米时,可由中心向两端焊接,焊接碳钢采取的一些防止变形方法,在焊铜时亦可采用。
4焊接电流和焊条直径 铜焊条直径和焊接电流应根据焊件厚度,焊缝开头,焊件外廓和散热条件等进行选择,通常,焊接电流是焊条直径的40-50倍。






相关产品推荐
-
 金桥耐磨焊丝 LZ603复合耐磨板堆焊焊丝 LZ603耐磨焊丝价格
金桥耐磨焊丝 LZ603复合耐磨板堆焊焊丝 LZ603耐磨焊丝价格
-
 金桥焊丝 D55耐磨焊丝价格 D55耐磨板堆焊焊丝
金桥焊丝 D55耐磨焊丝价格 D55耐磨板堆焊焊丝
-
D856-4A药芯耐磨堆焊焊丝 5CCr篦板耐磨焊丝 D856-4A耐磨焊丝价格
-
 大桥耐磨焊丝 D112耐磨焊丝价格 D112耐磨药芯焊丝
大桥耐磨焊丝 D112耐磨焊丝价格 D112耐磨药芯焊丝
-
 大西洋耐磨焊丝 D172耐磨焊丝价格 D172耐磨药芯焊丝
大西洋耐磨焊丝 D172耐磨焊丝价格 D172耐磨药芯焊丝
-
金桥耐磨焊丝 D132耐磨焊丝价格 D132耐磨药芯焊丝
-
 大西洋耐磨焊丝 D212耐磨焊丝价格 D212耐磨药芯焊丝
大西洋耐磨焊丝 D212耐磨焊丝价格 D212耐磨药芯焊丝
-
 大西洋耐磨焊丝 D218耐磨焊丝价格 D218耐磨药芯焊丝
大西洋耐磨焊丝 D218耐磨焊丝价格 D218耐磨药芯焊丝
-
金桥耐磨焊丝 D256耐磨焊丝价格 D256耐磨药芯焊丝
-
大桥耐磨焊丝 D258耐磨焊丝价格 D258耐磨药芯焊丝