厂商 :广西宝世光科技有限公司
广西壮族自治区 南宁- 主营产品:
- 钢木实验台
- 铝木实验台
- 全钢实验台

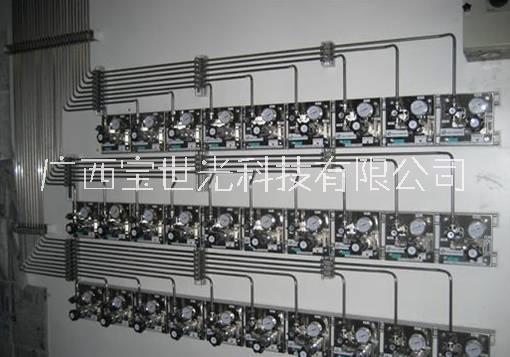
g纯供气系统功能: 可实现自动切换,自动真空辅助放空;多重防护措施,泄漏侦测。 g纯供气系统设计 1.材料的选择 特气管路系统普遍采用316L不锈钢电解抛光(EP)管道,阀门一般采用高纯调压阀、隔膜阀、精密过滤器、(<0.003微米)、VCR接头等。接触气体的管路部件表面粗糙度可控制在5uin。对于某些高腐蚀性的气体如CL2等,采用经过特殊处理的耐腐蚀强的EP管 。 2.主管路系统的设计 在确定好气体房和用气点以后,主管路系统一般遵循管道线路短,拐弯少,布置紧凑合理,给人简单美观的感觉。输送系统的数量和管径的大小一般根据机台用气点的多少和流量大小确定,基本都采用小管径输送(1/4-3/4)而且多设计了备用系统。由于气体本身的危险性,许多地方采用把管道铺设在电缆桥架里,对于穿墙或穿过夹道的地方,周围有危险源和经常有危险作业的地方,露天的地方管道一般布置在全封闭的桥架里。 对于低蒸汽压气体(WF6,DCS,BCl3,C5F8,ClF3等),需要考虑钢瓶加热,气体面板加热,管道伴热等。为了控制流量,在气源端一般会考虑配置高精度的压力变送器、电子秤、温控器等。在机台用气点也都配置了质量流量计,压力调节阀。对于剧du、高反应性和自燃气体,应使用双套管输送。同时管道的设计要采用零死区设计,即整个管道系统从气柜到VMB、从VMB到用气点,要点对点,中间不允许有在气体置换时有残留空气的死角。因此,整个管路系统中由VMB完成气体的分配,中间没有三通。管道还要有良好的接地。 3、辅助系统的设计 气体柜或控制面板在安装和运输的过程中由于搬运和震动,阀门、接头、过滤器等的更换、或其他原因、需要对其重新进行高压气密性试验和氦检,气体的置换也需要用到高压dan气或hai气,所以特气柜需设计接入高压惰性气体hai气或dan气。一般选择在特气房设置一台或多台惰性气体柜。 供气系统施工 纯气体管道的施工采用全自动轨道焊接,同时制定和实施严格的超g纯施工和QA/QC保证程序,对施工的质量和程序进行严格的监控和管理。整个系统还要进行氦检漏、水分、氧分和颗粒度检测、以及其他要求做的气相杂质的测试。 1.施工管理和现场施工的几个注意点 项目管理人员和施工人员都要进行施工安quan和施工质量的培训,了解特种管道的施工作业要求和规范,了解高纯气体的基本知识,从而加深对特种管道施工质量重要性的认识。 特气管道一般采用小管道输送,为了降低成本,管道采用直接用弯管器煨弯的方式,弯管器一般采用5-10倍的,但不小于5倍。因此对管道施工人员要进行各种角度下的弯管培训,对焊工也必须进行焊接程序的培训,熟悉各种焊接参数的调整,管工和焊工都必须经过考试,由专门的质量管理人员确认合格后,发给作业许可证后方可施工,这也是QA/QC保证程序的组成部分。也是施工程序中人员培训的重点。 现场的质量管理人员要做好材料的质量检查记录和每天的施工质量检查记录,包括管工弯管的质量,尺寸是否准确,管道是否有划伤,弯头是不是压得太扁;拆除包装的管道,预制好的管道,管口是不是封好;(管道封口应套上管帽,再采用EP管完好的内包装袋割下15-20公分长套在管口折回后用洁净胶带缠好;如果没有管帽,则采用套一层内包装袋用胶带封好,然后外面再套一层,也用胶带封好。)焊工的焊缝是否符合质量要求,每个焊缝都必须仔细检查,并作好焊接作业者和焊接数量记录。 焊工每天在焊接前必须先作焊接试样,经检查合格后方可进行焊接施工,每天的施工结束后还必须做一个末试样,以确认今天的焊接作业是否存在焊接隐患。每次电源变更的时候,都必须重新作试样。焊接试样要附上焊接参数。每天的焊接试样要妥善保存。(焊缝质量的检查主要有焊缝的宽笮度、焊缝的内外均匀度、焊缝的凹凸度、是否氧化、其他不允许的缺陷) 架设到管架上的管道,在焊接作业开始后就要采取不间断充气的方式,即从施工开始到施工结束管道内都要处于冲气保护的状态,但在不进行焊接作业时可适当调小管内气压。但对要求不是很高的施工,为了降低成本,每天的焊接结束后,把两端用管帽和洁净胶带封死。在这里要特别提出的是对输送强腐蚀性气体的耐腐蚀性强的VM管进行对接施焊时,其充气时间必须要达到4-5分钟,而且必须不间断充气。 2.系统检测 特气管道施工结束后都需要进行压力检测,氦检漏,颗粒度和水分、氧分测试。压力检测一般采用比较精密的圆盘式压力检测仪或电子检测仪,不用压力表。这样大大提高了检测的精密度。水、氧测试采用水氧分析仪;颗粒度测试目前基本采用激光颗粒测试仪,精度达到0.1微米;而对要求更高的采用核凝结技术(CNC)它可达到0.01微米。其它气相杂质的测试根据具体要求确定