



厂商 :新乡市日飞数控机械有限公司
河南 新乡市- 主营产品:
- 智能双端面研磨机
- 平面研磨机
- 抛光研磨机
上海双面研磨机厂家、批发、价钱、现货供应【新乡市日飞数控机械有限公司】
双面研磨机特点
机床针对硬质合金、CBN等超硬材料刀*或大平面研磨的工件进行设计并优化,使机床在保证高精度研磨的同时仍然能够保持*效率加工,减少砂轮修整次数,大幅节省本工序加工成本。
1、高精度铸铁床身,减少加工时振动及变形;
2、高精度精密轴承,保证机床刚性及精度;
3、上下*及内环采用三个独立变频驱动电机;
4、气动控制,实现出压、主压、静压三阶段压力任意调整和自动转换;
5、数字化尺寸控制系统,实现工件的在线测量;
6、触摸屏控制界面,方便、快捷;
7、高*率、高精度的CBN砂轮研磨,备有砂轮修整环;
8、恒温冷却过滤系统,确保磨盘不变形,保证加工精度。
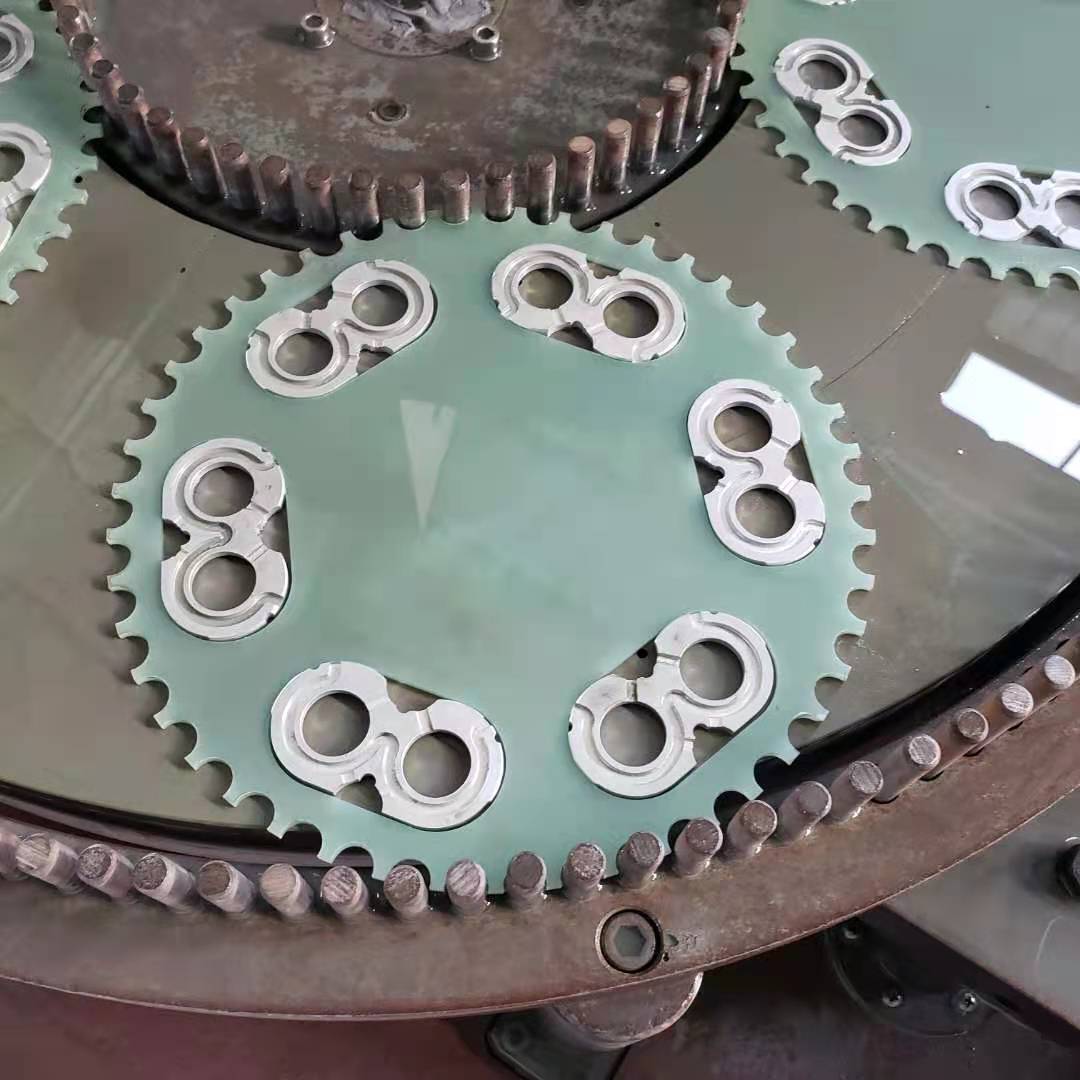
双面研磨机工作原理
双面精研机能避免由夹具的粘结误差及薄片工件两面的应力差引起的变形问题。双面研磨的结构简图如右图所示。研磨的工件放在工件行星轮内,上下均有研磨盘。研磨垫固定在上研磨盘和下研磨盘的表面,被加工晶片放在由中心齿轮和内齿圈组成的差动轮系内。研磨压力则由气缸加压上研磨盘实现。为减少研磨时晶片所受的作用力,一般使上研磨盘和下研磨盘分别以大小相等、方向相反的角速度旋转。晶片的运动由行星轮带动,同时上、下研磨盘研磨压力的作用下产生自转,因此晶片的运动是行星运动和自转运动的合成运动。
双面研磨机技术规格
研磨盘尺寸(mm) 700×300×55(CBN砂轮厚度5mm)
*大加工工件直径(m) 180
上盘电机功率(KW) 5.5
上盘转速(r/min) 5~100
下*电机功率(KW) 5.5
下*转速(r/min) 5~100
内环电机功率(KW) 2
内环转速(r/min) 5~75
进气压力(PMa) 0.6
机床重量(kg) 3500
双面研磨机安装调试
1、检验
检查双面研磨机包装箱是否损坏,如已损坏请跟厂家联系后再处理,如外包装完好,请主织相关部门负责人,共同开箱检查设备、清点配件是否与合同及随机清单一致。精密双面研磨及调试现场。
2、安装环境
此设备为精密设备,安装环境需在规定的温度、湿度、防尘空间,否则将影响设备的寿命及加工精度,被设备为台式机需准备一个1m×2m的工作台,380三相电源、零线、接地线。
3、安装设备
1)基础检查完毕后,用起重设备把机器搬到工作现场;
2)设备就位后用水平仪调节四个地脚螺栓,调平以后锁紧螺母;
3)调试:接通电源后,安装好加液装置, 修面刀,挡料机构,安装试运行;
4)电源安装:大 开电箱门,确认所有电器连接正确牢固。
双面研磨机使用注意事项
1、大齿圈的紧力不够也是引起其变形的重要原因之一,在实际操作中,除加大螺栓紧力外,用10mm厚钢板将大齿圈接合面连接起来,加大紧固面,防止齿圈变形,保证主、从动轮角速度一致,防止传动比变化引起的惯性力,造成疲劳折断;
2、齿顶间隙是齿轮传动装置的重要装配参数之一,规程中规定大、小牙轮间隙为7.5-8.5mm,实际生产中,设备经长期运行,大齿轮齿圈受应力冲击变形,由原来的圆形渐变为椭圆形,所以其齿顶间隙局部甚至低于6mm,在实际调整过程中应将齿顶间隙调为8.5-10mm,以减少因齿顶间隙引起的冲击,造成轮齿过载折断;
3、传动轴轴承的充分润滑也是保证其平稳运行的主要原因,采用传统的定期、手工加油,此举虽也能够保证轴承得到足够的润滑,但易造成润滑油量的过多或不足,建议采用机械定时、定量科学地补充润滑脂,从而保证轴承的适度润滑,降低振动,避免轴承的磨损和保持架的破裂,延长寿命。
双面研磨机的维护与保养
1、必须定期修正研磨盘,一般每班修正1~2次,每次约20分钟,但也可视磨好工件的厚度偏差及 划伤来确定修盘时间;
2、机床每班擦洗,机身中间每天清洗一次,主机配有二只起吊卡可将上下*夹住,使下*随上盘同 时上升;
3、摆放工件时工件要完全放在夹具内每次升上盘后降上盘前必须检查上盘是否有剩余的粘住工件,确保上盘无工件黏住;
4、每班要清洗太阳轮、外齿圈一次,确保齿间无异物;确保流水畅通,如有堵住必须及时清理。


-
 山东双盘研磨机现货-热销-厂家-供货商-新乡市日飞数控机械有限公司
山东双盘研磨机现货-热销-厂家-供货商-新乡市日飞数控机械有限公司
-
 安徽冷却水箱-供应商-批发-厂家联系电话【新乡市日飞数控机械有限公司】
安徽冷却水箱-供应商-批发-厂家联系电话【新乡市日飞数控机械有限公司】
-
 湖北双盘研磨机批发、报价、厂家、销售【新乡市日飞数控机械有限公司】
湖北双盘研磨机批发、报价、厂家、销售【新乡市日飞数控机械有限公司】
-
净化冷却水箱供应商、批发、报价、供货商、热销【新乡市日飞数控机械有限公司】
-
 【点击查看】福建双盘研磨机批发 双盘研磨机厂家供应价格便宜-新乡市日飞数控机械有限公司
【点击查看】福建双盘研磨机批发 双盘研磨机厂家供应价格便宜-新乡市日飞数控机械有限公司
-
湖北净化冷却水箱批发、报价、供货商、热销【新乡市日飞数控机械有限公司】
-
 福建重型研磨机价钱、销售、生产商、热线电话【新乡市日飞数控机械有限公司】
福建重型研磨机价钱、销售、生产商、热线电话【新乡市日飞数控机械有限公司】
-
 河南上料架厂家报价单、哪家好、定制、公司【新乡市日飞数控机械有限公司】
河南上料架厂家报价单、哪家好、定制、公司【新乡市日飞数控机械有限公司】
-
 新乡双盘研磨机批发、报价、厂家、【新乡市日飞数控机械有限公司】 新乡双盘研磨机
新乡双盘研磨机批发、报价、厂家、【新乡市日飞数控机械有限公司】 新乡双盘研磨机
-
 净化冷却水箱厂家、供应商【新乡市日飞数控机械有限公司】 河南净化冷却水箱
净化冷却水箱厂家、供应商【新乡市日飞数控机械有限公司】 河南净化冷却水箱