



厂商 :山东东上智能装备有限公司
山东 枣庄市- 主营产品:
- 工程机械配件批发兼零
- 装载机
- 叉车
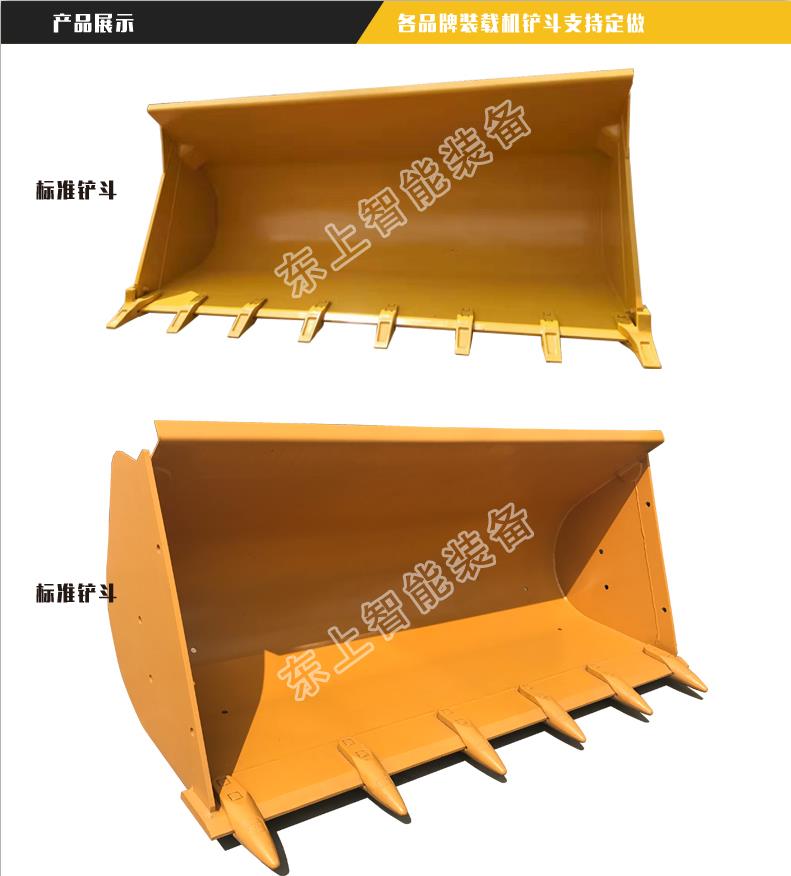
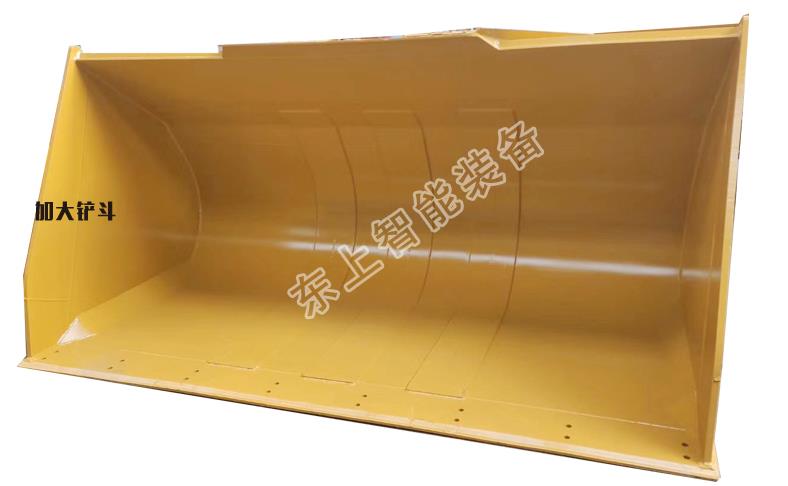
河南代理商供应山工650B装载机铲斗 50铲车铲板标准厚度
由于装载机铲斗型号规格不同,标注价格为电议参考价,实际价格随市场原材料变动,以当天报价为准。根据装载机铭牌以及年限厂家落实价格。批发销售工程机械配件,柳工厦工临工龙工徐工福田30 50装载机铲车铲斗加大斗岩石斗,临工30 933 936 951 952 953 956 50装载机机铲斗临工30 50铲车斗 龙工30 50装载机铲车焊接铲齿 中齿 边齿 齿根 销子 螺丝 徐工30 50 500K 500F 300K 300F装载机铲斗 厦工50装载机配件951H 932H 956H 30铲斗 装载机铲车铲板 铲齿刀板 装载机斗齿铲齿齿牙齿尖齿套齿根 铲斗拉杆 s臂连杆 铲车大臂铲斗钢套。







资讯来自网络,供参考:
铲斗材料及其焊接性
01、焊前将焊接处清理干净
就是把原来的开裂焊肉拿掉,用交相磨光机磨或有条件就用碳弧气刨,但刨后打磨干净氧化铁。
02、焊接前要进行一定的预热
有可能的话还需要在焊接位置预热100度。而后再用直径3.2J507焊条焊,焊一会就停下来,用锤子敲击焊缝和焊缝边缘,待完全焊完后一直用锤子敲击,直到焊缝基本冷却。目的是释放焊接应力,因为焊后不可能做热处理。
03、焊接时选用合适的焊接材料
焊条型号很重要。如果想弄懂什么材质那就得取些铁沫化验,一验就出来了,然后根据成分配焊条就行了。
04、斗体与斗齿焊接保证焊透
焊接时保证焊透,如果焊缝位置间隙大可以在里边加背板。
装载机斗体与斗齿焊接工艺
1、焊前准备
首先从斗体上切除已磨损的斗齿,然后用角磨机把安装斗齿处打磨干净,不得存有泥垢、铁锈,并仔细检查有无裂纹等缺陷;在斗齿待焊处用碳弧气刨开出坡口,并用角磨机清理干净。
2.焊接工艺:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊 。
将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊。
在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、焊等。
(详情内产品信息供参考,实际以店内销售为准。工程机械配件种类多,无法一一列举,其他意向配件请电询客服)
-
 原厂龙工装载机后车架50N前后副车架855N悬梁线束配件厂家
原厂龙工装载机后车架50N前后副车架855N悬梁线束配件厂家
-
 原厂龙工装载机驾驶室855N驾驶棚50NC仪表盘线束内饰脚垫铲车配件
原厂龙工装载机驾驶室855N驾驶棚50NC仪表盘线束内饰脚垫铲车配件
-
 原厂龙工装载机桥壳总成前后驱动桥856AL配件855N铲车车桥壳体
原厂龙工装载机桥壳总成前后驱动桥856AL配件855N铲车车桥壳体
-
 原厂临工装载机驾驶室总成955F驾驶棚车953N驾驶楼机罩配件
原厂临工装载机驾驶室总成955F驾驶棚车953N驾驶楼机罩配件
-
 液压轨枕取枕机挖掘机加装 枕木抽换机 枕木换枕器枕木取枕器
液压轨枕取枕机挖掘机加装 枕木抽换机 枕木换枕器枕木取枕器
-
 挖掘机枕木机混凝土轨枕抽换机 枕木更换铺设机 挖掘机加装夹具
挖掘机枕木机混凝土轨枕抽换机 枕木更换铺设机 挖掘机加装夹具
-
 挖掘换枕机液压枕木抓枕机 铁路轨枕换枕机 挖掘机枕木抽换机
挖掘换枕机液压枕木抓枕机 铁路轨枕换枕机 挖掘机枕木抽换机
-
 挖机枕木铺设机 铁路轨枕夹枕机 抽换机旋转换枕机
挖机枕木铺设机 铁路轨枕夹枕机 抽换机旋转换枕机
-
 铁路换枕机公铁两用枕木机枕木更换机 山东东铁公铁两用牵引车
铁路换枕机公铁两用枕木机枕木更换机 山东东铁公铁两用牵引车
-
 16T枕木机 13t公铁两用枕木器 12T多功能枕木机山东东铁挖掘机厂家
16T枕木机 13t公铁两用枕木器 12T多功能枕木机山东东铁挖掘机厂家