厂商 :浙江同盾新材料有限公司
浙江 台州市- 主营产品:
- sgp胶片
- sgp离子聚合物膜
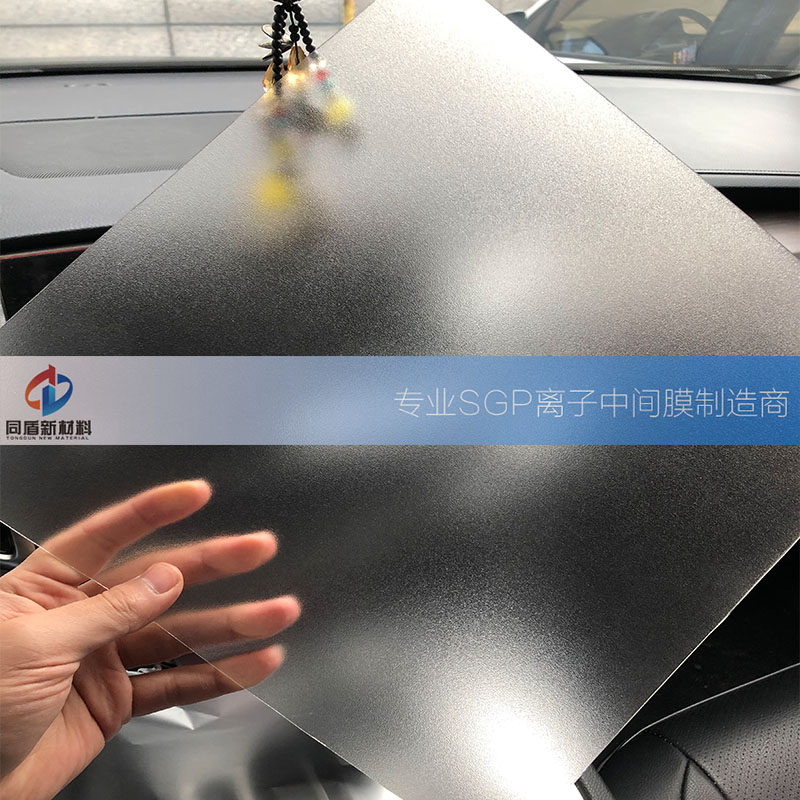
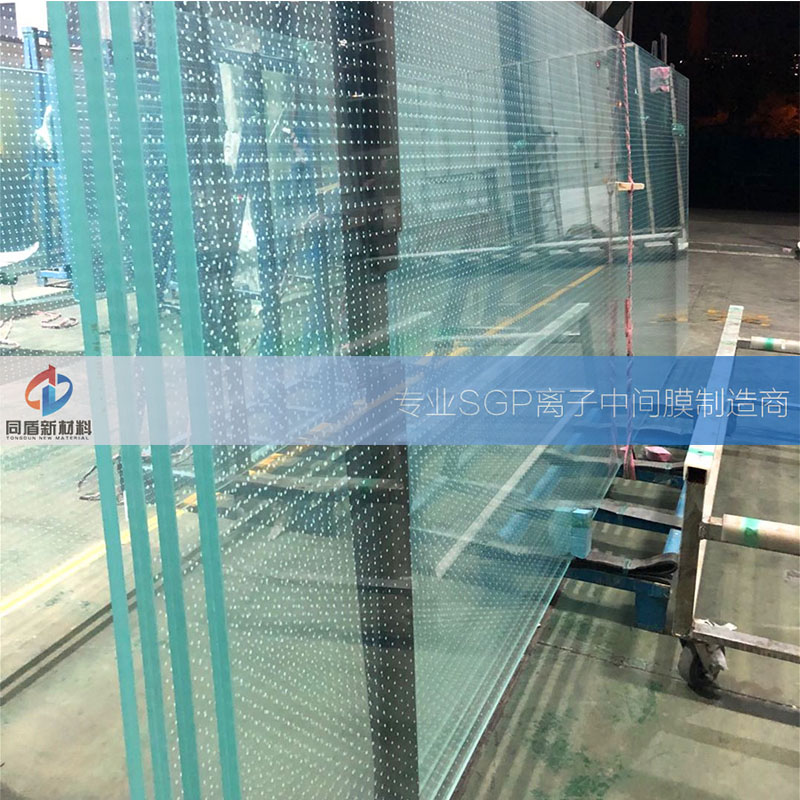
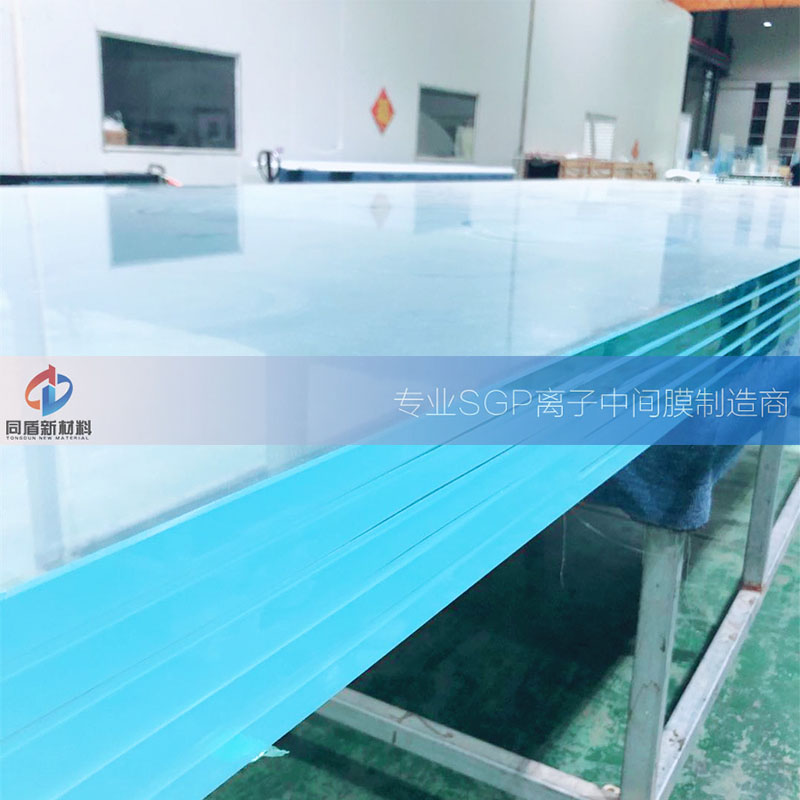
同盾离子性中间膜的性能介绍 离子型中间膜是乙烯与甲丙烯酸酯的共聚物的一种离子性胶片,含有微量的钠金属离子,该胶片与玻璃的粘结力主要是离子键作用的结果,所以离 子中间膜与玻璃的粘结力要比PVB胶片与玻璃的粘结强度高的多,并且它的硬度是传统PVB夹层材料坚韧100倍,撕裂强度是PVB夹层材料的5倍。 1604423663_副本 同盾开发的离子型中间膜具有高的粘结性能和光学性能,和力学性能,能完全满足夹胶安全玻璃行业对于中间膜的需求。相对于PVB膜,离子聚合物膜夹胶玻璃具有以下特性: ●更高的强度 同盾离子聚合物膜夹胶玻璃相比PVB膜夹胶玻璃具有更高的弯曲强度。在同样玻璃结构和厚度的情况下具有更高的载荷和抗风压性能。 ●更低的挠度,更大的等效玻璃厚度 因其具有高的强度因此其在建筑设计中,同样挠度要求下,同盾离子聚合物膜夹胶玻璃在较小的玻璃厚度下能实现。有利于减轻玻璃重量和整个支撑系统的重量。 ●更好的破碎后安全性。 离子聚合物膜具有更高的拉伸强度和撕裂强度,其夹胶玻璃在破碎后还具有较强的支撑性。 ● 更好的光学性能。 离子聚合物膜具有更高的透光率和更低的雾度,低的黄*色指数。与超白玻璃复合后具有更高的通透性和视觉效果。 201705091614313362 产品规格表 厚度 宽度 长度 0.76mm 宽度≤2440mm,根据客户需求定制 200米 0.89mm 大宽度≤2440mm,根据客户需求定制 200米 1.14mm 大宽度≤2440mm,根据客户需求定制 150米 注:其他厚度及尺寸可按实际定制 unnamed 产品性能 中间膜物性参数比较 项目 同盾离聚物膜 PVB膜 检测标准 拉伸强度 34Mpa 25Mpa ASTM D-638 断裂伸长率 350% 250% ASTM D-638 密度 0.96g/cm3 1.067/cm3 ASTM D-792 透光率 89% 89% JC/T2166-2013 雾度 <1% <1% JC/T2166-2013 黄*色指数 <2 6-12 JC/T2166-2013 含水率 <0.1% 0.35%-0.55% JC/T2166-2013 热膨胀系数 100x10-6mm/mm/℃ 155x10-6mm/mm/℃ ASTM D-696 热变形温度 37℃ --- ASTM D-648 剪切模量(30℃,3s) 140Mpa 1.3Mpa ISO-6721 201812269240305_副本 离子聚合物膜生产夹层玻璃工艺 1,玻璃 根据订单要求选择合适的玻璃进行精*确裁切,不允许有大于2mm的尺寸偏差以避免因边部不齐产生气泡;切割后的玻璃要进行研磨,然后用清洗机洗干净,玻璃表面不能有油污等缺陷;清洗后阶段必须使用软化水,以免因粘结力过低造成废品,清洗后的玻璃烘干后放置到室温备用。 2,离子中间膜 环境应当密封洁净无尘,合片前中间膜应在合片室环境内保存至少24h,裁切后的离子中间膜的尺寸应略大于玻璃的尺寸。 3,合片工艺 合片室温度:15~25℃,湿度25%;合片室内空气需要经过过滤并带正压;工作人员需穿干净防静电服,戴医用乳胶手套;合片后,离子中间膜在玻璃中间应当平整,无皱痕,离子中间膜的修边余量应控制在3~5mm;修边时,刀片不可直接触碰玻璃,以免产生玻璃边部气泡;没戴手套时,不可直接触碰玻璃和离子中间膜,以免产生气泡脱胶。 4,预压排气 合好的玻璃必须经过预压排气,将玻璃和离子中间膜界面之间的空气排出,并得到良好的封边效果后才可进行高压成型,可分为以下两种方法: (1)真空预压工艺 将合好的玻璃套上真空袋或真空胶圈,冷抽2~15分钟,开始加热到95~105℃并保温20~45分钟,然后冷却到60℃以下,卸下真空袋或真空胶圈,完成预压过程。整个预压过程真空度应保持在650mmHg以上并防止漏气,以免影响预压效果产生气泡。 (2)辊压法工艺 将合好的玻璃放在预压机进入第*一道辊压挤压,进入恒温箱,再经第二道辊压挤压,排气,封边完成过程。出第二道辊压,玻璃四周应有一整圈透明带将边部封好,避免高压釜内气体回流产生气泡。其他部位可以有分布均匀的不透明部分存在。第*一道胶辊间隙应比玻璃总厚度小1.5mm左右,压力为0.4~0.5Mpa。第二道胶辊间隙应比玻璃总厚度小2mm左右,压力为0.4~0.7Mpa。玻璃进入第*一道胶辊玻璃表面温度要严格控制在20~40℃;玻璃出第二道胶辊玻璃表面温度严格控制在60~80℃。玻璃表面温度不可过高,过高使封边过早,内部气体无法排出;也不可过低,过低使封边不完全,产生回流气泡。生产时应备好所需玻璃,尽可能连续生产,避免因间隔时间长,恒温箱温度变化大,造成玻璃表面温度无法控制。 5,高压成型 预压排气后的玻璃垂直放置在支架上,相邻两片玻璃之间的间隔应大于5mm。玻璃入釜后,封好釜门,先升温,使釜温达到45℃,然后同时加温加压同步进行。升温速率控制在5℃/min,加压速率控制在0.06Mpa/min,待温度达到120~140℃,压力达到1.0~1.3Mpa时,开始保温保压30~60min。然后缓慢保压降温,避免玻璃炸裂,将至45℃时开始卸压至大气压,完成高压成型过程。加温,加压,卸压时的温度必须严格控制好,以避免夹层玻璃制品产生气泡。 同盾离子性中间膜的包装及储存 包装:内包装采用镀铝膜真空包装,外包装采用木箱包装。内外包装均附有产品信息合格证。 储存:应存储于阴凉干燥处,30℃以下存放,避免阳光直射。如包装拆开或破损,应置于温度18~25℃相对湿度25%以下的恒温除湿间内并尽快使用。 运输:运输避免日晒,雨淋,重压,剧烈震动。 保质期:正常储存保质期为两年,拆包后置于温度18~25℃相对湿度25%以下的恒温除湿间可保存3个月. 800