厂商 :东莞市三威柔性自动化装备有限公司营销部
广东 东莞市- 主营产品:
- 节臂架焊接工装系统
- 自动焊接专机
- 焊接机器人
新能源客车全承载车架-柔性焊接工装方案说明
源自东莞三威,电话186 6495 8146
1、产品图:车架
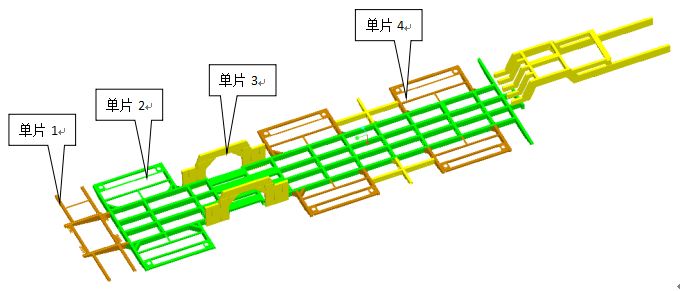
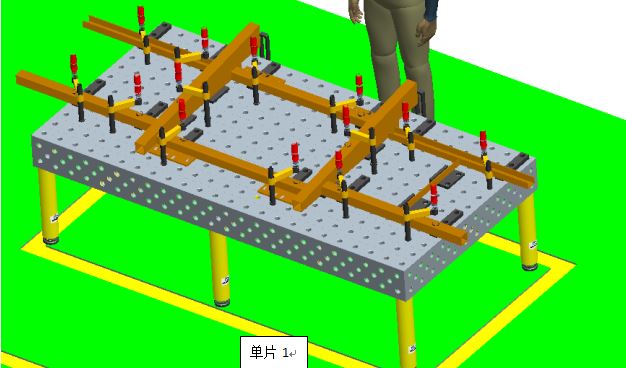
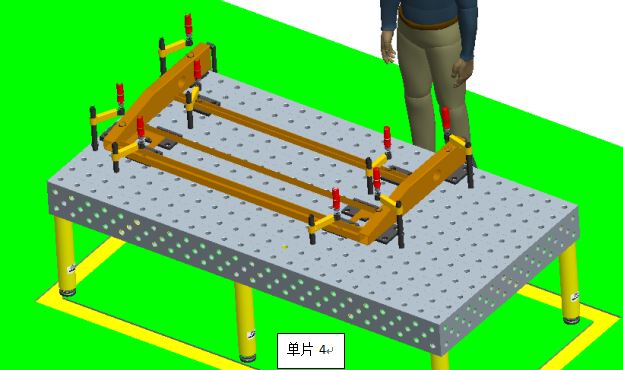
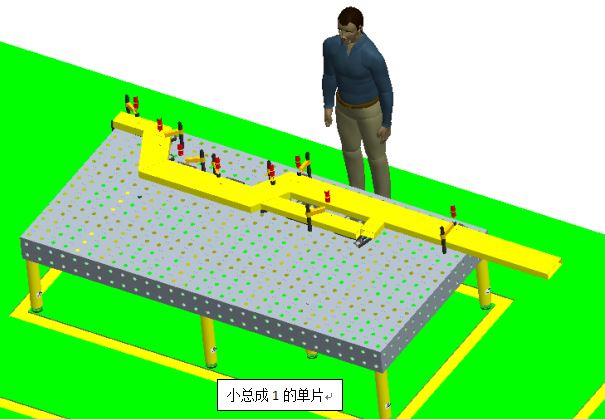
整个底梁大体拆分为5部分(用不同颜色区分开),它们先独立完成单片或小总成的组对焊接,然后在进行总装拼焊。底梁的组对工装考虑在3套内完成,则单片1、3、4可用2400x1200x700的工作平台上组对;小总成1需在3000x1500x700的工作平台上组对,当然为了更经济,也可将单片1、3、4、小总成1都在3000x1500x700的工作台上组对。单片2则与整个底梁总装共用一套工装。
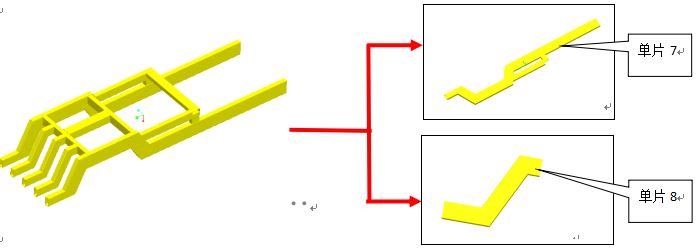
小总成1又可将部分散件先组对成单片:
底梁整体组对示意图:
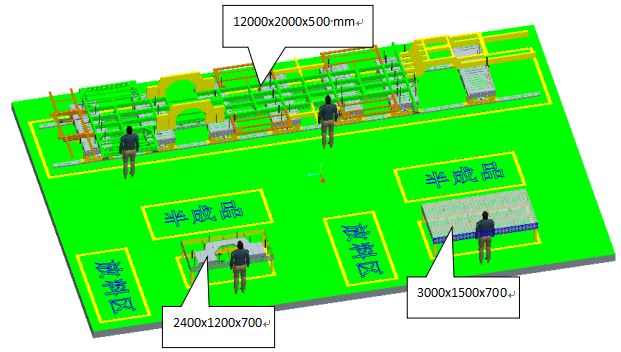
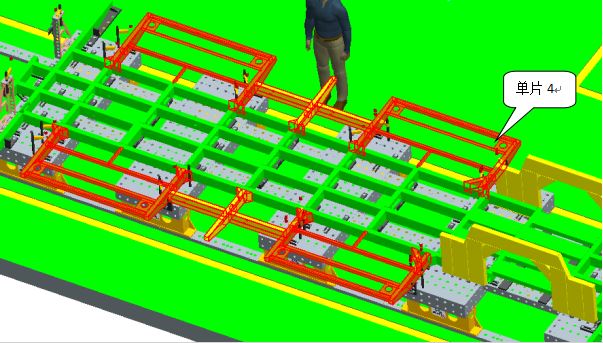
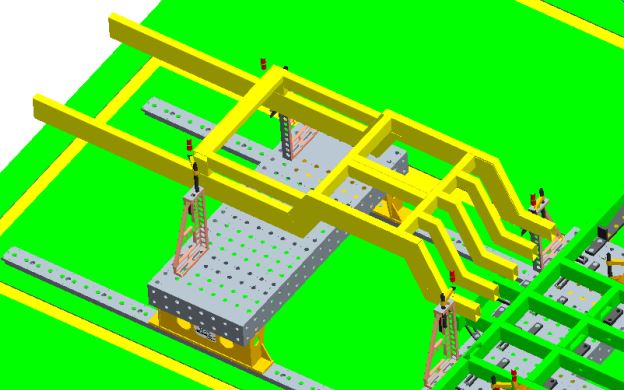
单片1、3、4组对工装:在2400x1200x700的工作平台上组对
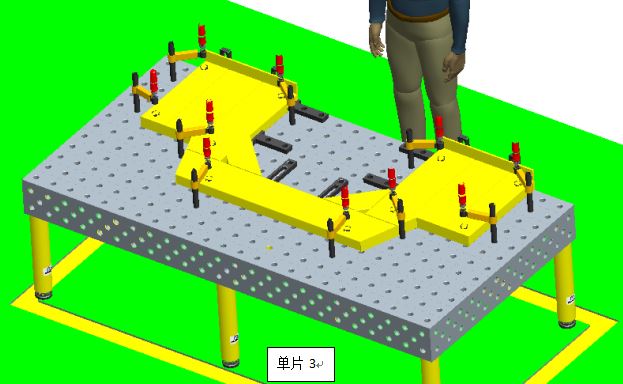
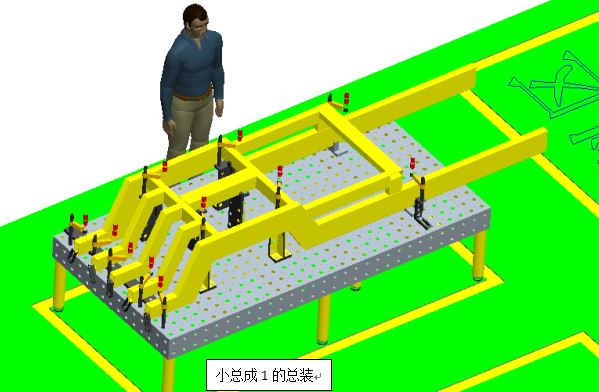
小总成1及单片组对工装:在3000x1500x700的工作平台上组对
单片2的组对:单片2将与整个底梁的总装共用一套工装完成
如图所示:现组对的单片2工装只能焊接产品的3个面,底面需将翻转过来焊接。
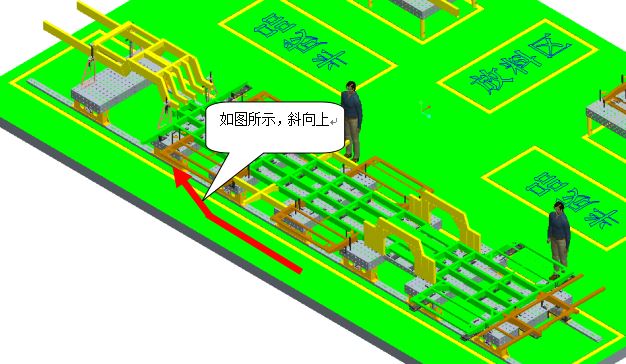
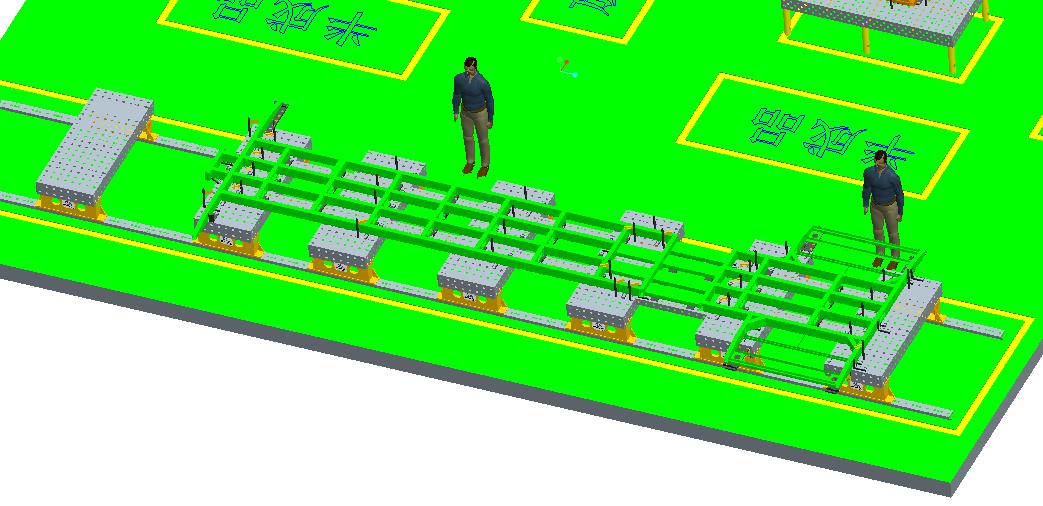
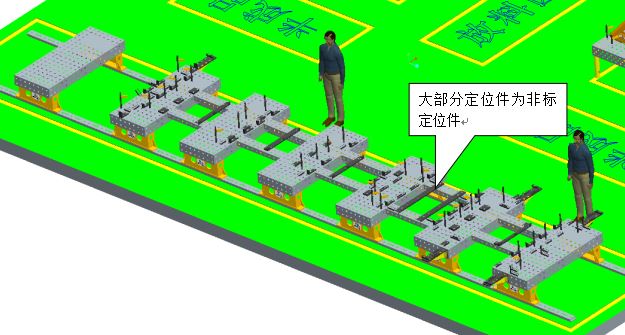
整个底梁的总装:
单片2的第4个面的焊接可以放在底梁的总成来完成,同时为方面后期真个底梁的拆卸,可以将用于组对单片2的定位件拆掉部分。
底梁组对工艺:
1.底梁拆分的5个部分,首先将翻面后的单片2固定在总装上。
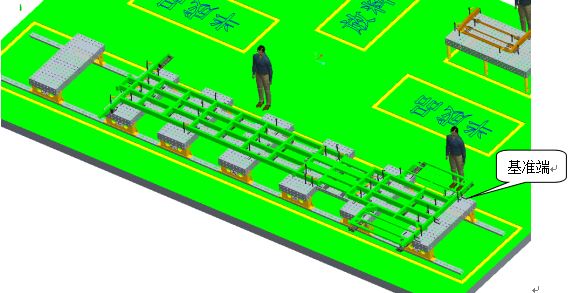
2、在基准端的平台端面连接定位座(用于延伸),将单片1固定在上面。

3、放置单片3,且定位压紧。
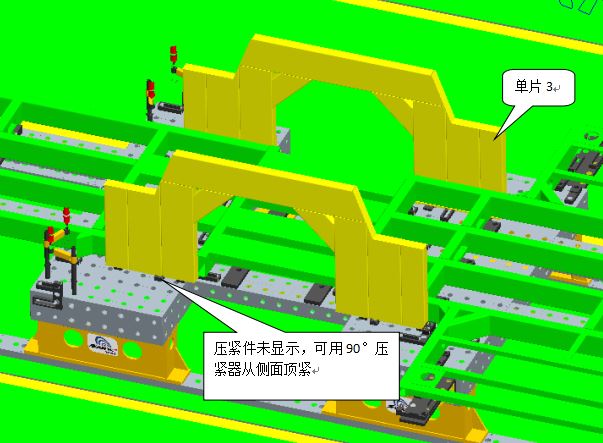
4、放置单片4,且定位压紧。
5、小总成1的放置。
6、完成后,松到所有的压紧件,可如箭头指示的方向取出工件。