



作者凯盟化工章光伦,转载请禅明出处,谢谢!
凯盟化工,金属表面处理技术专冢,提供各种工艺及案例,工艺操作视频请斗音/火山/B站搜索:凯盟化工,关注企业号观看,谢谢
相信做五金的朋友一定经常遇到以下问题:
 焊缝
焊缝
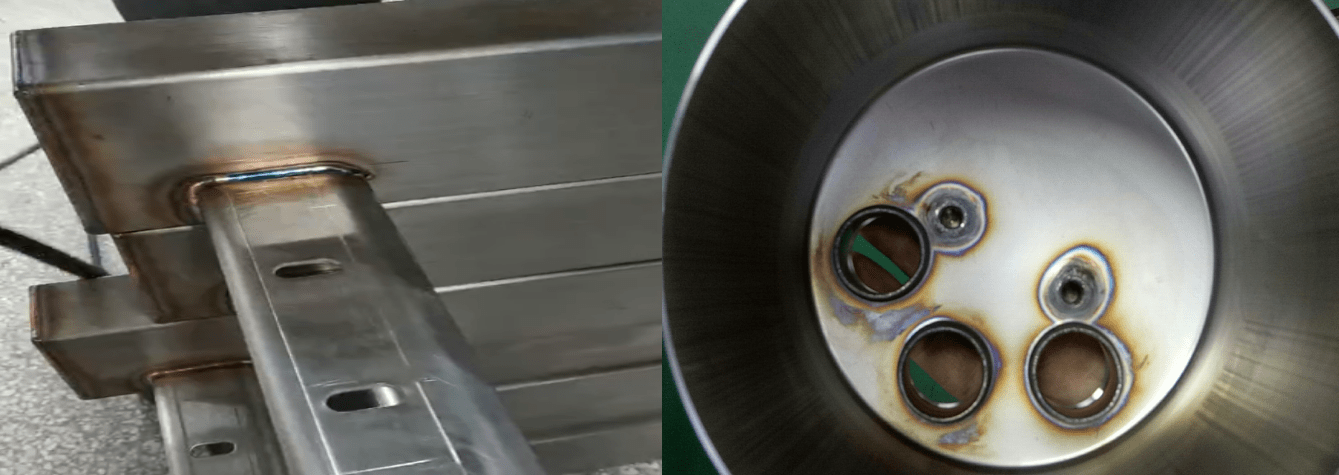 焊缝
焊缝
各种焊缝各种难看,为了提高卖相一般生产过程中都会把这些难看的氧化层清理掉,今天我们就来讲一讲不锈钢焊缝怎么处理,
通用的焊缝处理方法可以分为两大类,
1. 物理方法,即打磨,机械抛光,产品呈不锈钢的本色或者亮光、镜面效果
打磨焊缝:
 打磨焊缝
打磨焊缝
布轮抛光焊缝:
 布轮抛光焊缝
布轮抛光焊缝
优势:实用,节能,环保,
缺陷:易生锈(金相组织改变),对平辈效果好,很多死角无能为力,如非智能机器人,则须要大量人工成本
2. 化学方法,大致可分为以下几种:
1):钝化膏,是酸洗液的膏体形式,采用涂抹的方式,焊缝处呈哑白色,如图:
 钝化膏去焊缝方法
钝化膏去焊缝方法
优势:易携带,易大面积涂抹,操作方便,无技术要求
缺陷:受涂抹厚度及均匀度影响,效果也不尽相同,可能有色差,等待时间较长,一般20分钟-5个小时不等,不适合小产品,且膏体有非常刺鼻的气味,须在通风较好的车间或者露天场地,且要佩戴口罩才能操作,处理后的零件须要冲水,废水一般是须要集中废水池做中和等处理的。
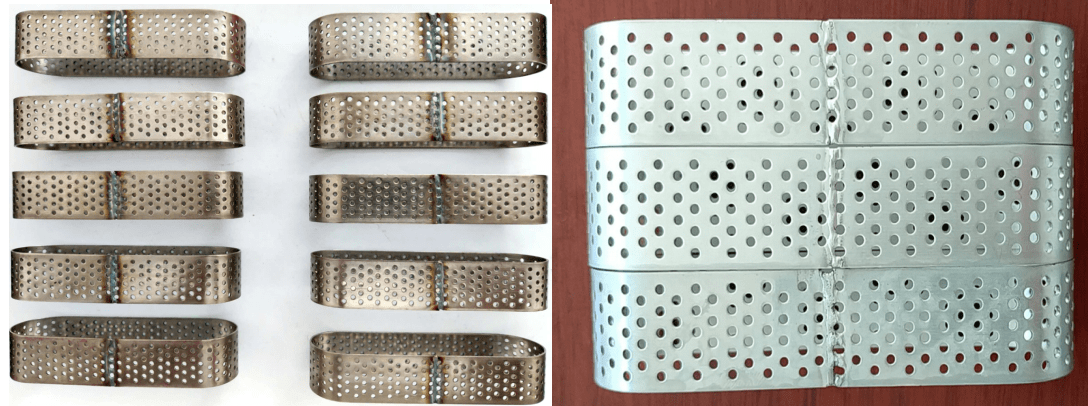
2):酸洗,此类药剂一般分为不锈钢酸洗液和不锈钢酸洗钝化液两种,一般采用浸泡方式,浸泡后产品表面呈现统一的哑白色,如图:
 不锈钢酸洗钝化方法
不锈钢酸洗钝化方法
浸泡前后效果对比如下:
 不锈钢焊缝酸洗钝化浸泡前后效果对比
不锈钢焊缝酸洗钝化浸泡前后效果对比
 不锈钢焊缝酸洗钝化浸泡前后效果对比
不锈钢焊缝酸洗钝化浸泡前后效果对比
 不锈钢焊缝酸洗钝化浸泡前后效果对比
不锈钢焊缝酸洗钝化浸泡前后效果对比
优势:不须要专业设备,操作简单,只须将零件放入盛有不锈钢酸洗钝化液的塑料槽中浸泡即可,适合各种大、中、小、复杂异形等结构零件,适合小批量浸泡,也适合大批量浸泡,时间短,效率好,成本低,色泽均匀,稳定,特别适合管道,装备件、五金零件、精密件,铸件等零件。须要注意的是部分零件如大型罐体,反应釜、一般须要采用喷淋工艺,食品、制药、液体类制造企业须采用打循环的方式进行酸洗钝化。
缺陷:部分型号的酸洗钝化液是有气味的,须要佩戴口罩才能操作(较为大型的企业建议安装安装废气塔),处理后的零件须要冲水,废水是须要集中废水池做中和等处理的。
不锈钢酸洗钝化液工艺视频参考:斗音/火山/B站搜索:凯盟化工,关注企业号观看
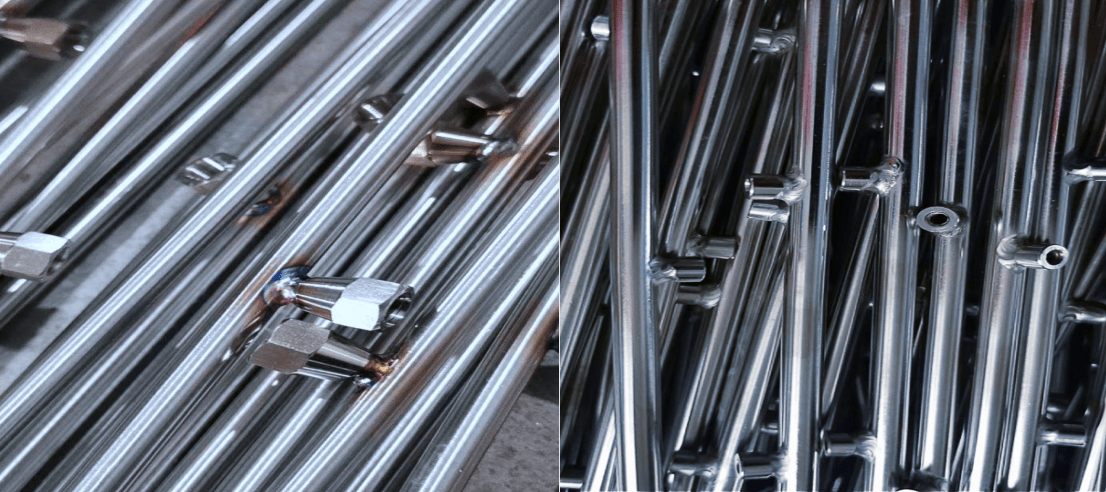
3):电解抛光,采用上挂当入不锈钢电解抛光液中通电进行电解抛光,产品呈统一的哑白色或本色或镁光效果,如图:
 不锈钢电解抛光参考
不锈钢电解抛光参考
 不锈钢焊缝电解抛光前后效果对比
不锈钢焊缝电解抛光前后效果对比
 不锈钢焊缝电解抛光前后效果对比
不锈钢焊缝电解抛光前后效果对比
 不锈钢焊缝电解抛光前后效果对比
不锈钢焊缝电解抛光前后效果对比
优势:速度快,成本低,效率高,质量好,适合大批量生产,一槽药水可长期使用(老药水比新药水好用),可根据零件产量及尺寸制作非标电解槽及零件挂具,生产中没有刺激气味,产生少量氢分子,注意通风
缺陷:须要设备,必须做废水处理,环保要求高,一般建议在电镀园区开设此工艺。
不锈钢电解抛光工艺视频参考:斗音/火山/B站搜索:凯盟化工,关注企业号观看
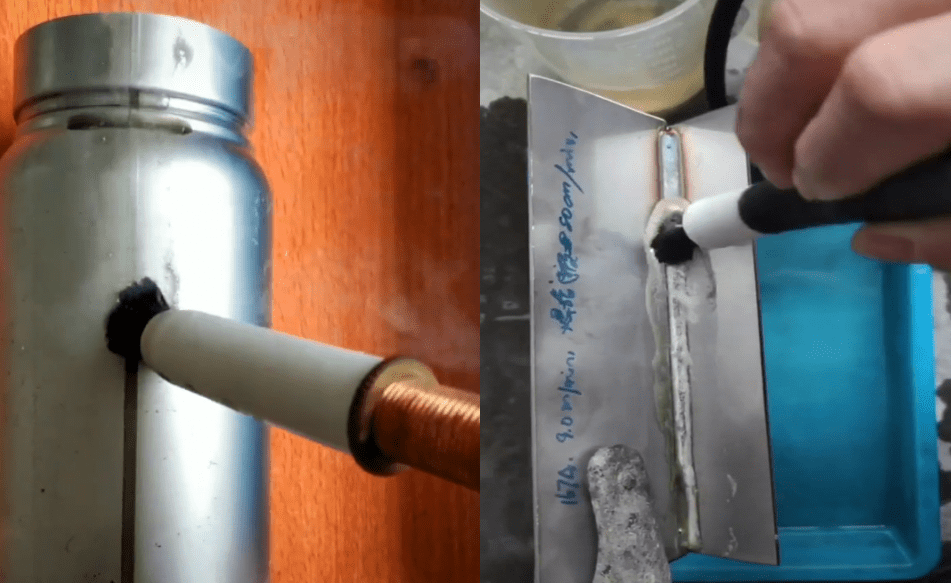
4):焊缝专用设备,原理大致和电解抛光差不多,只是更便携,如图:
 焊缝清洗设备参考
焊缝清洗设备参考
零件处理效果:
 不锈钢焊缝处理前后效果对比
不锈钢焊缝处理前后效果对比
 不锈钢焊缝处理前后效果对比
不锈钢焊缝处理前后效果对比
 不锈钢焊缝处理前后效果对比
不锈钢焊缝处理前后效果对比
镜面板处理前后效果对比:

视频参考:
优势:便携,操作简单,相对情况下效率高,色差小,无过多刺激气味,
缺陷:只能针对焊缝,不能大面积操作,此设备分手动沾药剂和自动出药剂两类,手动的省药剂但费刷头,且一次刷太开距离刷头和线温度非常高必须暂停几秒,自动的省刷头但费药剂,须要根据自身情况选择,
关于不锈钢焊缝怎么处理相关工艺视频请参考:斗音/火山/B站搜索:凯盟化工,关注企业号观看
好了,以上就是五金工厂企业焊接生产中处理焊缝的方法,内容仅供参考,更多更为详尽仝面的工艺流程及讲解视频欢迎斗音/火山/B站小视频搜索关注企业号:凯盟化工 进行观看,谢谢









